English
EnglishQuy trình sản xuất kết cấu thép trong nhà máy hiện đại
Quy trình sản xuất kết cấu thép là chuỗi công đoạn chế tạo cấu kiện thép từ bản vẽ kỹ thuật đến sản phẩm hoàn thiện trước khi xuất xưởng. Quy trình này thường gồm bóc tách bản vẽ, sơ chế vật liệu, cắt phôi, tổ hợp, hàn, nắn chỉnh, kiểm tra chất lượng, phun bi, sơn phủ, đóng gói và bàn giao.
Trong nhà máy hiện đại, sản xuất kết cấu thép không còn là tập hợp các công đoạn rời rạc. Các bước từ cấp phôi, tổ hợp, hàn, nắn, làm sạch đến sơn hoàn thiện cần được liên kết thành một dòng chảy liên tục để giảm sai số, hạn chế thời gian chờ và kiểm soát chất lượng ổn định hơn.
1. Quy trình sản xuất kết cấu thép là gì?
Quy trình sản xuất kết cấu thép là hệ thống các bước gia công, lắp ráp, hàn, kiểm tra và hoàn thiện cấu kiện thép theo bản vẽ kỹ thuật. Quy trình càng đồng bộ, nhà máy càng dễ kiểm soát kích thước, chất lượng mối hàn, bề mặt sơn, tiến độ giao hàng và khả năng mở rộng sản xuất.
1.1. Kết cấu thép là gì?
- Kết cấu thép là hệ thống cấu kiện chịu lực được chế tạo từ thép, thường dùng trong nhà xưởng công nghiệp, nhà thép tiền chế, cầu đường, cảng biển, điện gió, đóng tàu và các công trình hạ tầng quy mô lớn. Các cấu kiện này có thể gồm dầm, cột, kèo, giằng, bản mã, sàn thao tác, khung đỡ thiết bị hoặc các cụm kết cấu đặc thù.
- Khác với chi tiết cơ khí đơn lẻ, kết cấu thép thường có kích thước lớn, chiều dài dài, khối lượng nặng và yêu cầu độ chính xác cao trong toàn bộ quá trình chế tạo. Vì vậy, quy trình sản xuất cần được tổ chức theo hệ thống, không chỉ dựa vào tay nghề từng công nhân.

1.2. Vì sao quy trình sản xuất ảnh hưởng đến chất lượng công trình?
- Trong sản xuất kết cấu thép, chất lượng sản phẩm không chỉ phụ thuộc vào vật liệu hoặc tay nghề thợ hàn. Chất lượng cấu kiện còn phụ thuộc lớn vào cách tổ chức dòng chảy sản xuất, độ chính xác của dữ liệu bản vẽ và khả năng kiểm soát từng công đoạn.
- Nếu dòng chảy sản xuất không đồng bộ, sai số ở công đoạn cắt phôi có thể ảnh hưởng đến gá lắp; sai lệch khi tổ hợp có thể dẫn đến cong vênh sau hàn; lỗi xử lý bề mặt có thể làm giảm tuổi thọ lớp sơn chống ăn mòn. Vì vậy, nhà máy hiện đại cần đầu tư theo hướng hệ thống thay vì chỉ mua từng thiết bị riêng lẻ.
1.3. Nhà máy hiện đại khác gì xưởng gia công thủ công?
Điểm khác biệt lớn nhất giữa nhà máy hiện đại và xưởng thủ công nằm ở cách vận hành. Xưởng thủ công thường phụ thuộc nhiều vào kinh nghiệm thợ, trong khi nhà máy hiện đại vận hành theo quy trình, thiết bị, dữ liệu và tiêu chuẩn kiểm soát chất lượng rõ ràng.
| Tiêu chí | Xưởng gia công thủ công | Nhà máy kết cấu thép hiện đại |
| Dòng chảy sản xuất | Rời rạc, phụ thuộc từng khu vực | Liên tục theo quy trình |
| Chuyển phôi | Phụ thuộc nhiều vào cẩu trục | Có thể tự động hóa trung chuyển |
| Gá lắp | Dựa nhiều vào kinh nghiệm thợ | Định vị và kiểm soát chính xác hơn |
| Hàn | Chủ yếu thủ công hoặc bán tự động | Cổng hàn, hàn tự động, robot hàn |
| Kiểm soát dữ liệu | Ghi chép thủ công | Theo mã cấu kiện, tiến độ và dữ liệu sản xuất |
| Chất lượng | Dễ biến động giữa các ca | Ổn định và dễ truy xuất hơn |
| Năng suất | Phụ thuộc nhân công | Dễ mở rộng khi tăng sản lượng |
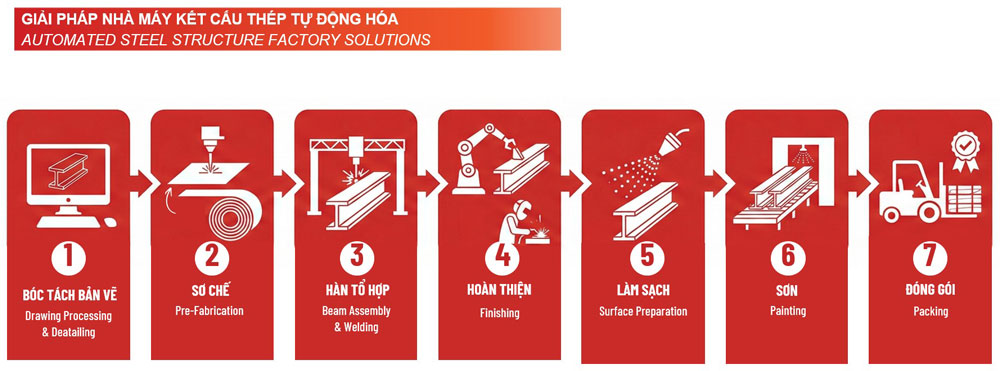
2. Quy trình sản xuất kết cấu thép gồm những bước nào?
Quy trình sản xuất kết cấu thép thường gồm 7–9 bước chính: tiếp nhận bản vẽ, bóc tách vật tư, sơ chế vật liệu, cắt phôi, tổ hợp, hàn, nắn chỉnh, kiểm tra chất lượng, phun bi, sơn phủ, đóng gói và xuất xưởng. Tùy sản phẩm và quy mô nhà máy, một số bước có thể được tích hợp trong cùng dây chuyền.
2.1. Bảng tóm tắt quy trình sản xuất kết cấu thép
| Bước | Công đoạn | Mục đích |
| 1 | Tiếp nhận bản vẽ, bóc tách vật tư | Xác định mã cấu kiện, vật liệu, kích thước và yêu cầu sản xuất |
| 2 | Sơ chế vật liệu | Cắt, nắn, khoan hoặc làm sạch vật liệu đầu vào |
| 3 | Cắt phôi và gia công chi tiết | Tạo phôi thép theo kích thước bản vẽ |
| 4 | Tổ hợp và gá đính | Định vị bản cánh, bản bụng, bản mã hoặc chi tiết liên kết |
| 5 | Hàn hoàn thiện | Tạo liên kết chắc chắn giữa các chi tiết thép |
| 6 | Nắn chỉnh sau hàn | Xử lý cong vênh, biến dạng nhiệt và sai lệch hình học |
| 7 | Kiểm tra chất lượng | Kiểm tra kích thước, mối hàn, độ thẳng và yêu cầu nghiệm thu |
| 8 | Phun bi, sơn phủ và sấy | Làm sạch bề mặt, tạo nhám và bảo vệ cấu kiện khỏi ăn mòn |
| 9 | Đóng gói, đánh mã và xuất xưởng | Sắp xếp cấu kiện theo mã để vận chuyển và lắp dựng |
2.2. Tiếp nhận bản vẽ, bóc tách vật tư và lập kế hoạch sản xuất
- Quy trình sản xuất kết cấu thép bắt đầu từ bản vẽ thiết kế, bản vẽ gia công và dữ liệu vật tư. Bộ phận kỹ thuật cần bóc tách mã cấu kiện, chủng loại thép, kích thước, vị trí lỗ, yêu cầu mối hàn, yêu cầu sơn phủ và tiêu chuẩn nghiệm thu.
- Dữ liệu bản vẽ là nền tảng cho toàn bộ quy trình phía sau. Nếu dữ liệu không đồng bộ giữa thiết kế, sản xuất và kiểm tra chất lượng, nhà máy dễ gặp lỗi sai kích thước, thiếu chi tiết, nhầm mã cấu kiện hoặc phải sửa chữa sau khi gia công.
2.3. Sơ chế vật liệu và cắt phôi
- Sơ chế là bước chuẩn bị vật liệu đầu vào trước khi tổ hợp. Thép tấm, thép hình hoặc thép cuộn có thể được cắt, nắn, khoan, đột hoặc làm sạch sơ bộ theo yêu cầu bản vẽ.
- Ở công đoạn cắt phôi, các thiết bị như máy cắt CNC, máy cưa, máy khoan hoặc hệ thống xả cuộn giúp đảm bảo độ chính xác hình học ngay từ đầu. Sai số ở bước cắt phôi thường kéo theo sai lệch ở gá lắp, hàn và lắp dựng, nên đây là công đoạn cần kiểm soát chặt.

2.4. Tổ hợp, gá đính và hàn hoàn thiện
- Sau khi sơ chế, vật liệu được chuyển sang khu vực tổ hợp. Tại đây, các chi tiết như bản cánh, bản bụng, bản mã, sườn tăng cứng hoặc các cụm liên kết được định vị, gá lắp và hàn đính thành hình dạng ban đầu.
- Tiếp theo là công đoạn hàn hoàn thiện. Với dầm H, dầm hộp hoặc các đường hàn dài, nhà máy thường dùng cổng hàn, hàn tự động hoặc hàn hồ quang chìm để tăng năng suất và ổn định chất lượng. Với sản phẩm có nhiều đường hàn phức tạp hoặc lô nhỏ, robot hàn có thể được ứng dụng để tăng độ linh hoạt và giảm phụ thuộc vào tay nghề.
2.5. Nắn chỉnh, kiểm tra và xử lý bề mặt
- Sau hàn, cấu kiện có thể bị cong vênh do biến dạng nhiệt. Công đoạn nắn chỉnh giúp đưa dầm, cột hoặc cụm kết cấu về đúng hình học trước khi kiểm tra và hoàn thiện.
- Kiểm tra chất lượng cần được thực hiện trước khi phun bi và sơn phủ. Nhà máy thường kiểm tra kích thước, độ thẳng, độ vuông góc, ngoại quan mối hàn, vị trí lỗ và yêu cầu nghiệm thu theo bản vẽ. Sau đó, cấu kiện được phun bi để loại bỏ gỉ sét, vảy cán, xỉ hàn và tạo độ nhám cho lớp sơn.
2.6. Sơn phủ, đóng gói và xuất xưởng
- Sau khi làm sạch bề mặt, cấu kiện được sơn lót, sơn chống gỉ, sơn hoàn thiện hoặc sơn chống cháy tùy yêu cầu công trình. Một số nhà máy có thể kiểm soát độ dày màng sơn, nhiệt độ sấy, thời gian lưu và điều kiện môi trường để đảm bảo chất lượng lớp phủ đồng đều hơn.
- Cuối cùng, cấu kiện được đánh mã, đóng gói và sắp xếp theo trình tự giao hàng hoặc lắp dựng. Việc đánh mã rõ ràng giúp giảm nhầm lẫn tại công trường, đặc biệt với các dự án có nhiều dầm, cột, kèo, bản mã và chi tiết liên kết.
3. Những thiết bị chính trong nhà máy sản xuất kết cấu thép
Thiết bị trong nhà máy sản xuất kết cấu thép thường gồm nhóm máy sơ chế, máy cắt CNC, máy tổ hợp, thiết bị gá đính, cổng hàn, robot hàn, máy nắn dầm, trạm lật chuyển, máy phun bi, hệ thống sơn – sấy và phần mềm quản lý sản xuất. Các thiết bị này cần được bố trí theo dòng chảy liên tục để tối ưu năng suất.
3.1. Thiết bị sơ chế và cắt phôi
- Nhóm thiết bị sơ chế và cắt phôi có nhiệm vụ chuẩn bị vật liệu đầu vào theo đúng bản vẽ kỹ thuật. Các thiết bị phổ biến gồm hệ thống xả cuộn, máy cắt CNC, máy cưa, máy khoan, máy đột và thiết bị làm sạch sơ bộ.
- Độ chính xác ở khu vực sơ chế ảnh hưởng trực tiếp đến toàn bộ quy trình sản xuất kết cấu thép. Nếu phôi sai kích thước hoặc lỗ liên kết sai vị trí, các công đoạn tổ hợp, hàn và lắp dựng phía sau sẽ phát sinh nhiều lỗi.
3.2. Thiết bị tổ hợp hàn và nắn chỉnh

- Khu vực tổ hợp và hàn là trung tâm vận hành của nhiều nhà máy kết cấu thép. Các thiết bị như máy tổ hợp dầm, máy đính gá, hệ thống cấp phôi, trạm lật dầm, cổng hàn tự động, robot hàn và máy nắn dầm giúp giảm thao tác thủ công và tăng độ ổn định chất lượng.
- Với kết cấu hạng nặng như dầm H, dầm hộp hoặc cấu kiện điện gió, cổng hàn chuyên dụng giúp tăng năng suất và duy trì chất lượng mối hàn trong điều kiện làm việc liên tục. Sau hàn, máy nắn dầm giúp xử lý biến dạng nhiệt để cấu kiện đạt hình học phù hợp trước khi hoàn thiện.
3.3. Thiết bị phun bi, sơn và sấy
- Máy phun bi có nhiệm vụ làm sạch gỉ sét, vảy cán, xỉ hàn và tạp chất trên bề mặt thép. Ngoài làm sạch, phun bi còn tạo độ nhám để lớp sơn bám chắc hơn, từ đó cải thiện khả năng chống ăn mòn cho cấu kiện.
- Sau phun bi, cấu kiện được chuyển sang khu vực sơn và sấy. Với các đơn hàng xuất khẩu hoặc công trình yêu cầu tiêu chuẩn chống ăn mòn cao, việc kiểm soát độ dày màng sơn, nhiệt độ sấy và thời gian lưu là yếu tố rất quan trọng.

3.4. Phần mềm quản lý sản xuất và dữ liệu vận hành
Trong nhà máy hiện đại, phần mềm quản lý sản xuất giúp theo dõi mã cấu kiện, tiến độ gia công, trạng thái từng công đoạn, kết quả kiểm tra chất lượng và tình trạng giao hàng. Dữ liệu này giúp doanh nghiệp phát hiện điểm nghẽn và giảm nhầm lẫn trong quá trình sản xuất.
Khi dữ liệu sản xuất được kết nối với thiết bị, nhà máy có thể tiến tới mô hình quản lý theo thời gian thực. Đây là nền tảng quan trọng để chuyển từ cơ giới hóa sang tự động hóa và số hóa sản xuất.
3.5. Bảng tổng hợp thiết bị chính
| Nhóm thiết bị | Vai trò trong quy trình sản xuất |
| Máy cắt CNC, cưa, khoan, đột | Gia công phôi thép theo bản vẽ |
| Máy tổ hợp, máy đính gá | Định vị bản cánh, bản bụng, bản mã và cụm cấu kiện |
| Cổng hàn, máy hàn tự động, robot hàn | Hàn hoàn thiện các đường hàn dài hoặc phức tạp |
| Máy nắn dầm | Xử lý cong vênh, biến dạng nhiệt sau hàn |
| Trạm lật, trung chuyển phôi | Giảm thao tác cẩu chuyển và tối ưu dòng chảy sản xuất |
| Máy phun bi | Làm sạch bề mặt, tạo nhám trước sơn |
| Hệ thống sơn, sấy | Hoàn thiện lớp phủ bảo vệ cấu kiện |
| Phần mềm quản lý sản xuất | Theo dõi mã cấu kiện, tiến độ, chất lượng và dữ liệu vận hành |
4. Các lỗi thường gặp trong sản xuất kết cấu thép
Các lỗi thường gặp trong sản xuất kết cấu thép gồm sai kích thước, sai lệch bản vẽ, lỗi mối hàn, cong vênh sau hàn, lỗi bề mặt, lỗi lớp sơn và nhầm mã cấu kiện. Những lỗi này thường không xuất hiện riêng lẻ mà có thể lan truyền từ công đoạn đầu sang các bước phía sau nếu không được kiểm soát sớm.
| Nhóm lỗi | Nguyên nhân phổ biến | Ảnh hưởng |
| Sai kích thước | Cắt sai, dữ liệu bản vẽ không đồng bộ, gá lắp lệch | Khó lắp dựng, phải sửa cấu kiện |
| Lỗi mối hàn | Sai thông số, lệch mỏ hàn, gá phôi không đều | Giảm chất lượng liên kết |
| Cong vênh sau hàn | Biến dạng nhiệt, ứng suất dư | Tốn thời gian nắn chỉnh, ảnh hưởng tiến độ |
| Lỗi bề mặt | Phun bi chưa đạt, còn gỉ sét hoặc xỉ hàn | Sơn dễ bong, giảm chống ăn mòn |
| Lỗi lớp sơn | Độ dày màng sơn không đều, môi trường sơn chưa phù hợp | Ảnh hưởng tuổi thọ bảo vệ |
| Nhầm mã cấu kiện | Đánh mã thiếu, dữ liệu không thống nhất | Giao hàng hoặc lắp dựng sai vị trí |
4.1. Lỗi kích thước và sai lệch bản vẽ
- Lỗi kích thước thường xuất hiện từ giai đoạn cắt phôi, khoan lỗ hoặc gá lắp. Sai số nhỏ ở bước đầu có thể khiến toàn bộ cấu kiện không đạt yêu cầu khi tổ hợp hoặc lắp dựng.
- Nguyên nhân thường đến từ dữ liệu bản vẽ không đồng bộ, thao tác thủ công chưa chính xác hoặc kiểm tra đầu vào chưa chặt. Vì vậy, nhà máy cần kiểm soát bản vẽ, mã cấu kiện và kích thước ngay từ bước bóc tách vật tư.
4.2. Lỗi mối hàn và biến dạng sau hàn
- Lỗi mối hàn có thể đến từ hồ quang không ổn định, sai thông số hàn, lệch vị trí mỏ hàn, gá phôi không đều hoặc bề mặt phôi chưa được chuẩn bị tốt. Với các cấu kiện chịu lực, chất lượng mối hàn ảnh hưởng trực tiếp đến độ an toàn và khả năng nghiệm thu.
- Sau hàn, cấu kiện có thể bị cong cánh, vênh bụng, xoắn hoặc lệch hình học do biến dạng nhiệt. Nếu không nắn chỉnh kịp thời, nhà máy sẽ mất nhiều thời gian sửa nguội và có thể làm chậm tiến độ xuất xưởng.
4.3. Lỗi cong vênh sau hàn

Với các dầm chiều dài lớn hoặc độ dày cao, biến dạng nhiệt càng rõ rệt (cong cánh, vênh bụng hoặc xoắn kết cấu). Nếu không kiểm soát tốt, nhà máy sẽ mất nhiều thời gian sửa nguội và ảnh hưởng trực tiếp đến tiến độ sản xuất.
4.4. Lỗi bề mặt, phun bi và lớp sơn
- Nhiều doanh nghiệp tập trung vào công đoạn hàn nhưng lại đánh giá thấp vai trò của xử lý bề mặt. Nếu bề mặt còn gỉ sét, xỉ hàn, vảy cán hoặc dầu bẩn, lớp sơn có thể bám kém và dễ bong tróc trong quá trình sử dụng.
- Phun bi và kiểm soát môi trường sơn giúp tăng chất lượng lớp phủ bảo vệ. Đây là công đoạn đặc biệt quan trọng với công trình ngoài trời, môi trường biển, khu công nghiệp hoặc dự án yêu cầu chống ăn mòn cao.
4.5. Lỗi quản lý mã cấu kiện
- Nhầm mã cấu kiện là lỗi thường gặp ở các dự án có nhiều dầm, cột, kèo, bản mã và chi tiết liên kết. Dù cấu kiện được sản xuất đúng, việc đánh mã thiếu hoặc dữ liệu không thống nhất vẫn có thể gây nhầm lẫn khi giao hàng và lắp dựng.
- Quản lý mã cấu kiện giúp nhà máy kiểm soát từng chi tiết từ sản xuất đến bàn giao. Khi mã cấu kiện được liên kết với bản vẽ, tiến độ, kết quả QC và trạng thái sơn phủ, doanh nghiệp có thể truy xuất lỗi nhanh hơn và hỗ trợ công trường lắp dựng chính xác hơn.
Xem thêm: Dây chuyền sản xuất dầm H
5. Cách tối ưu quy trình sản xuất kết cấu thép trong nhà máy hiện đại
Để tối ưu quy trình sản xuất kết cấu thép, nhà máy cần chuẩn hóa dữ liệu bản vẽ, tự động hóa các công đoạn lặp lại, bố trí mặt bằng theo dòng chảy vật liệu, kiểm soát chất lượng theo từng công đoạn và quản lý mã cấu kiện bằng dữ liệu. Cách tiếp cận này giúp giảm lỗi, giảm thời gian chờ và tăng năng suất thực tế.
5.1. Chuẩn hóa dữ liệu bản vẽ và mã cấu kiện
- Một trong những nguyên nhân lớn nhất gây sai lệch sản xuất là dữ liệu không đồng bộ giữa thiết kế, sản xuất và kiểm tra chất lượng. Việc chuẩn hóa dữ liệu giúp nhà máy giảm sai sót, dễ truy xuất và dễ tích hợp với phần mềm quản lý sản xuất.
- Mã cấu kiện cần được thống nhất từ bản vẽ đến sản xuất, sơn phủ, đóng gói và giao hàng. Khi mã cấu kiện rõ ràng, nhà máy có thể giảm nhầm lẫn, kiểm soát tiến độ tốt hơn và hỗ trợ lắp dựng tại công trường hiệu quả hơn.
5.2. Tự động hóa các công đoạn lặp lại
- Các công đoạn như cấp phôi, chuyển dầm, lật cấu kiện, hàn đường dài hoặc phun bi thường tiêu tốn nhiều nhân lực và tạo ra thời gian chết lớn trong dây chuyền. Tự động hóa những công đoạn này giúp giảm phụ thuộc vào cẩu trục và thao tác thủ công.
- Tự động hóa không nhất thiết phải bắt đầu bằng toàn bộ nhà máy. Doanh nghiệp có thể ưu tiên các khu vực có sản lượng lớn, thao tác lặp lại nhiều hoặc đang tạo điểm nghẽn trong quy trình hiện tại.

5.3. Bố trí mặt bằng theo dòng chảy sản xuất
- Nhiều nhà máy có đầy đủ thiết bị nhưng năng suất thực tế vẫn thấp vì dòng chảy sản xuất bị ngắt quãng. Khi vật liệu phải chờ cẩu, chờ trung chuyển hoặc quay đầu nhiều lần giữa các công đoạn, toàn bộ dây chuyền sẽ phát sinh thời gian chết.
- Bố trí mặt bằng theo dòng chảy giúp vật liệu di chuyển hợp lý hơn từ đầu vào đến đầu ra. Các công đoạn cắt, tổ hợp, hàn, nắn, phun bi, sơn và đóng gói cần được đặt theo logic sản xuất thay vì chia khu vực rời rạc.
5.4. Kiểm soát chất lượng theo từng công đoạn
- Nhà máy hiện đại không nên chỉ kiểm tra chất lượng ở cuối dây chuyền. Kiểm soát chất lượng cần diễn ra xuyên suốt từ kích thước đầu vào, gá lắp, mối hàn, độ biến dạng, độ sạch bề mặt đến độ dày lớp sơn.
- Cách kiểm soát theo từng công đoạn giúp phát hiện lỗi sớm hơn. Khi lỗi được phát hiện ngay tại công đoạn phát sinh, chi phí sửa chữa sẽ thấp hơn nhiều so với khi sản phẩm đã phun bi, sơn phủ hoặc chuyển ra công trường.
5.5. Quản lý dữ liệu và truy xuất lỗi
- Quản lý dữ liệu sản xuất giúp nhà máy biết mỗi cấu kiện đang ở công đoạn nào, đã kiểm tra chưa, đã sơn chưa và khi nào có thể xuất xưởng. Đây là nền tảng để điều phối tiến độ và giảm tình trạng chờ giữa các công đoạn.
- Khi có lỗi phát sinh, dữ liệu giúp truy xuất nguyên nhân nhanh hơn. Doanh nghiệp có thể xác định lỗi đến từ bản vẽ, cắt phôi, gá lắp, hàn, phun bi, sơn hay khâu giao hàng để cải tiến quy trình chính xác hơn.
6. Xu hướng tự động hóa trong sản xuất kết cấu thép
Xu hướng sản xuất kết cấu thép đang chuyển từ cơ giới hóa từng công đoạn sang tự động hóa và số hóa toàn bộ dòng chảy sản xuất. Các nhà máy hiện đại không chỉ dùng máy để thay sức người mà còn dùng dữ liệu để điều phối phôi, tạo chương trình hàn, giám sát chất lượng và tối ưu năng suất theo thời gian thực.

6.1. Từ cơ giới hóa sang tự động hóa
- Cơ giới hóa giúp giảm sức lao động ở từng công đoạn riêng lẻ, nhưng chưa giải quyết được vấn đề dòng chảy sản xuất. Một nhà máy có nhiều máy tốt vẫn có thể vận hành kém hiệu quả nếu phôi phải chờ, cấu kiện phải cẩu chuyển nhiều lần hoặc dữ liệu không đồng bộ.
- Tự động hóa tập trung vào việc liên kết các công đoạn thành một hệ thống. Khi cấp phôi, tổ hợp, hàn, nắn, phun bi và sơn được tổ chức theo luồng hợp lý, năng suất thực tế sẽ ổn định hơn.
6.2. Robot hàn và cổng hàn tự động
- Robot hàn phù hợp với các cấu kiện có đường hàn lặp lại, đồ gá ổn định hoặc sản phẩm cần độ linh hoạt cao. Với dầm dài, dầm hộp hoặc kết cấu hạng nặng, cổng hàn tự động và hệ thống hàn chuyên dụng thường phù hợp hơn.
- Việc chọn robot hàn, cổng hàn hay thiết bị hàn tự động cần dựa trên sản phẩm, sản lượng, độ phức tạp đường hàn và khả năng chuẩn hóa phôi. Không phải mọi công đoạn hàn đều nên dùng robot, nhưng các công đoạn lặp lại cao rất nên được đánh giá để tự động hóa.
6.3. Số hóa dữ liệu sản xuất

- Số hóa giúp nhà máy quản lý dữ liệu theo thời gian thực thay vì phụ thuộc vào ghi chép thủ công. Dữ liệu có thể gồm mã cấu kiện, trạng thái gia công, thời gian hoàn thành, kết quả kiểm tra, thông số hàn, tình trạng phun bi và sơn phủ.
- Khi dữ liệu được số hóa, nhà máy có thể phát hiện điểm nghẽn nhanh hơn. Đây là bước quan trọng để chuyển từ quản lý bằng kinh nghiệm sang quản lý bằng dữ liệu.
6.4. Tối ưu dòng chảy vật liệu
- Trong sản xuất kết cấu thép, thời gian chết thường nằm ở khâu chờ cẩu, chờ phôi, chờ lật dầm hoặc chờ chuyển sang công đoạn tiếp theo. Vì vậy, tối ưu dòng chảy vật liệu quan trọng không kém việc tăng tốc độ của từng máy riêng lẻ.
- Các trạm cấp phôi, trạm lật, hệ thống trung chuyển và layout dây chuyền cần được thiết kế theo sản phẩm chủ lực của nhà máy. Cách tiếp cận này giúp giảm thao tác không tạo giá trị và tăng năng suất thực tế.
7. Weldcom hỗ trợ xây dựng dây chuyền sản xuất kết cấu thép như thế nào?
Weldcom có thể hỗ trợ doanh nghiệp tư vấn dây chuyền sản xuất kết cấu thép theo từng công đoạn, quy mô nhà máy, sản phẩm chủ lực và mức độ tự động hóa mong muốn. Cách tiếp cận theo bài toán sản xuất giúp doanh nghiệp chọn thiết bị đồng bộ hơn thay vì đầu tư từng máy rời rạc.
7.1. Tư vấn thiết bị theo từng công đoạn sản xuất
Weldcom có thể tư vấn nhóm thiết bị cho các công đoạn chính như sơ chế vật liệu, cắt phôi, tổ hợp, hàn, nắn chỉnh, phun bi, sơn phủ và quản lý sản xuất. Mỗi công đoạn cần được đánh giá theo sản phẩm, sản lượng, mặt bằng và mức độ tự động hóa phù hợp.
Mục tiêu không chỉ là chọn một thiết bị mạnh, mà là xây dựng hệ thống vận hành đồng bộ. Nếu thiết bị không phù hợp với công đoạn trước và sau, nhà máy vẫn có thể gặp điểm nghẽn dù từng máy riêng lẻ có công suất cao.

7.2. Tư vấn theo quy mô nhà máy kết cấu thép
Với xưởng vừa và nhỏ, giải pháp có thể ưu tiên thiết bị compact, thiết bị tích hợp hoặc dây chuyền bán tự động để tối ưu chi phí và mặt bằng. Với nhà máy sản xuất hạng nặng, giải pháp có thể hướng đến full-line tự động hóa cao, hệ thống trung chuyển, cổng hàn, robot hàn và phần mềm quản lý dữ liệu.
Việc chọn cấu hình nên dựa trên sản lượng theo tháng, loại kết cấu, ngân sách, diện tích nhà xưởng, mức độ tự động hóa và kế hoạch mở rộng. Cấu hình phù hợp là cấu hình giải quyết đúng bài toán vận hành, không nhất thiết là cấu hình có mức tự động hóa cao nhất.
7.3. Tư vấn theo bài toán sản xuất thay vì chọn máy riêng lẻ
Một thiết bị mạnh không đồng nghĩa với một nhà máy vận hành hiệu quả. Nếu dòng chảy sản xuất không đồng bộ, phôi vẫn phải chờ, công đoạn vẫn nghẽn, máy vẫn dừng và năng suất thực tế vẫn thấp.
Vì vậy, các nhà máy hiện đại cần giải quyết bài toán vận hành tổng thể. Doanh nghiệp nên đánh giá toàn bộ luồng sản xuất từ vật liệu đầu vào, cắt phôi, tổ hợp, hàn, nắn, phun bi, sơn đến xuất xưởng trước khi quyết định đầu tư thiết bị.
8. Câu hỏi thường gặp về quy trình sản xuất kết cấu thép
8.1. Quy trình sản xuất kết cấu thép gồm mấy bước?
Quy trình sản xuất kết cấu thép thường gồm 7–9 bước, từ tiếp nhận bản vẽ, bóc tách vật tư, sơ chế, cắt phôi, tổ hợp, hàn, nắn, kiểm tra, phun bi, sơn phủ đến đóng gói và xuất xưởng. Số bước thực tế có thể thay đổi tùy sản phẩm và quy mô nhà máy.
8.2. Công đoạn nào quan trọng nhất trong sản xuất kết cấu thép?
Không có công đoạn nào hoạt động độc lập, vì lỗi ở bước đầu có thể ảnh hưởng đến các bước sau. Tuy nhiên, tổ hợp và hàn thường là khu vực ảnh hưởng trực tiếp nhất đến chất lượng cấu kiện, năng suất dây chuyền và độ ổn định của sản phẩm.
8.3. Vì sao cần phun bi trước khi sơn kết cấu thép?
Phun bi giúp loại bỏ gỉ sét, vảy cán, xỉ hàn và tạp chất trên bề mặt thép. Công đoạn này đồng thời tạo độ nhám giúp lớp sơn bám chắc hơn, từ đó cải thiện khả năng chống ăn mòn cho cấu kiện trong điều kiện sử dụng thực tế.
8.4. Dầm H sau hàn có cần nắn không?
Có. Dầm H sau hàn thường phát sinh biến dạng nhiệt, đặc biệt ở bản cánh hoặc với dầm có chiều dài lớn. Máy nắn dầm giúp đưa dầm về độ thẳng và hình học phù hợp trước khi kiểm tra, phun bi, sơn phủ hoặc lắp dựng.
8.5. Tự động hóa sản xuất kết cấu thép nên bắt đầu từ đâu?
Doanh nghiệp nên bắt đầu từ các công đoạn có tính lặp lại cao, tiêu tốn nhiều nhân lực hoặc tạo nhiều thời gian chết như cấp phôi, chuyển phôi, lật dầm, hàn đường dài và phun bi. Đây là các khu vực thường ảnh hưởng lớn đến năng suất thực tế.
8.6. Robot hàn có thay thế hoàn toàn thợ hàn trong kết cấu thép không?
Robot hàn không thay thế hoàn toàn thợ hàn trong mọi trường hợp. Robot phù hợp với sản phẩm có tính lặp lại, đồ gá ổn định và đường hàn có thể lập trình. Với sản phẩm đặc thù hoặc lô nhỏ, thợ hàn vẫn giữ vai trò quan trọng trong xử lý linh hoạt và kiểm soát chất lượng.
Quy trình sản xuất kết cấu thép trong nhà máy hiện đại không chỉ là chuỗi công đoạn gia công, mà là một hệ thống vận hành liên kết giữa thiết bị, dữ liệu và dòng chảy vật liệu. Khi các bước từ bản vẽ, cắt phôi, tổ hợp, hàn, nắn, phun bi, sơn phủ đến xuất xưởng được kiểm soát đồng bộ, doanh nghiệp có thể nâng năng suất, giảm lỗi và ổn định chất lượng cấu kiện.
Với doanh nghiệp đang xây dựng hoặc nâng cấp nhà máy kết cấu thép, việc lựa chọn đúng dây chuyền và tổ chức đúng quy trình là nền tảng để mở rộng sản xuất bền vững. Nếu cần tư vấn giải pháp thiết bị, dây chuyền hoặc tự động hóa cho sản xuất kết cấu thép, doanh nghiệp có thể liên hệ Weldcom qua hotline hoặc website để được hỗ trợ theo sản phẩm, sản lượng và layout nhà xưởng.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn