Tin Tức Mới
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp)
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


OBARA
JIER
Tổng quan hàn điện là gì và cách hàn điện đúng kỹ thuật
- Trang chủ
- Tư vấn kỹ thuật
- Tổng quan hàn điện là gì và cách hàn điện đúng kỹ thuật
Trong lĩnh vực cơ khí và gia công kim loại, hàn điện là phương pháp hàn phổ biến nhất nhờ tính linh hoạt, chi phí hợp lý và khả năng ứng dụng rộng rãi. Tuy nhiên, nhiều người mới vẫn băn khoăn hàn điện là gì, cách hàn điện ra sao, cần nắm những kỹ thuật hàn điện nào để mối hàn đẹp, bền và an toàn.
Bài viết này sẽ giúp bạn hiểu rõ từ khái niệm đến hướng dẫn hàn điện chi tiết, dễ áp dụng trong thực tế.
1. Hàn điện là gì?
1.1. Khái niệm hàn điện
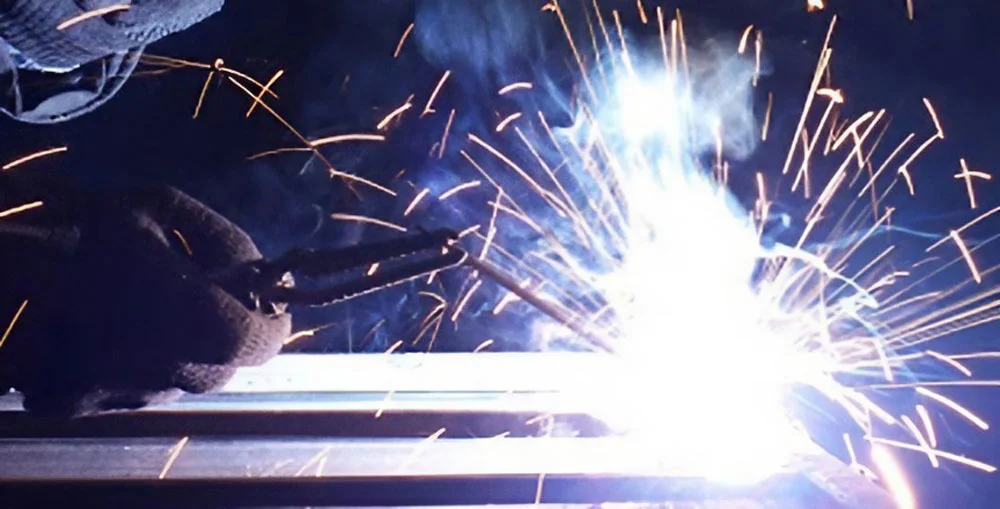
Hàn điện là phương pháp liên kết kim loại bằng cách sử dụng dòng điện để tạo ra nhiệt lượng lớn, làm nóng chảy cục bộ mép các chi tiết kim loại, từ đó hình thành mối hàn bền vững sau khi nguội và đông đặc.
Về bản chất, hàn điện hoạt động dựa trên hồ quang điện – hiện tượng phóng điện mạnh xảy ra giữa điện cực (que hàn hoặc dây hàn) và vật hàn. Nhiệt độ của hồ quang có thể đạt từ 3.000 – 6.000°C, đủ để làm nóng chảy hầu hết các kim loại thông dụng như thép, inox, nhôm…
Điểm đặc trưng của hàn điện là:
- Sử dụng nguồn điện (AC hoặc DC) làm năng lượng chính
- Không cần nhiên liệu đốt như hàn khí
- Mối hàn có độ bền cơ học cao, phù hợp nhiều yêu cầu kỹ thuật
Nhờ những đặc điểm này, hàn điện trở thành phương pháp hàn phổ biến nhất trong ngành cơ khí hiện nay, từ sản xuất công nghiệp đến sửa chữa dân dụng.
Xem thêm: Gợi ý 15 máy hàn điện tử mini gia đình giá tốt, hàn khỏe
1.2. Hàn điện khác gì so với các phương pháp hàn khác?
So với các phương pháp hàn khác, hàn điện có nhiều điểm khác biệt rõ ràng về nguyên lý tạo nhiệt, phạm vi ứng dụng và chi phí đầu tư.
- So với hàn khí: Hàn điện tạo nhiệt bằng hồ quang điện nên nhiệt độ cao và tập trung hơn, giúp mối hàn ngấu sâu, chắc chắn. Trong khi đó, hàn khí sử dụng ngọn lửa đốt (oxy – gas), nhiệt thấp hơn và chủ yếu phù hợp với vật liệu mỏng hoặc sửa chữa đơn giản.
- So với hàn laser: Hàn laser cho độ chính xác rất cao nhưng chi phí đầu tư lớn, yêu cầu môi trường và kỹ thuật phức tạp. Hàn điện có tính linh hoạt cao hơn, dễ triển khai, phù hợp với đa số xưởng cơ khí vừa và nhỏ.
- So với hàn ma sát hoặc hàn áp lực: Các phương pháp này thường dùng trong sản xuất chuyên biệt, còn hàn điện có thể ứng dụng rộng rãi cho nhiều dạng kết cấu và vật liệu khác nhau.
Chính nhờ tính linh hoạt, dễ tiếp cận và hiệu quả kinh tế, hàn điện là lựa chọn ưu tiên cho:
- Người mới học nghề hàn
- Thợ cơ khí sửa chữa
- Xưởng sản xuất kết cấu thép, gia công kim loại
2. Nguyên lý hoạt động của hàn điện
2.1. Hàn điện tạo nhiệt như thế nào?

Về nguyên lý, hàn điện không “làm nóng kim loại” theo kiểu truyền nhiệt thông thường, mà tạo ra nguồn nhiệt cực lớn trong thời gian rất ngắn thông qua hồ quang điện.
Khi máy hàn được cấp điện và que hàn (hoặc dây hàn) tiếp xúc rồi tách nhẹ khỏi bề mặt vật hàn, dòng điện sẽ phóng qua khe hở nhỏ này. Quá trình phóng điện đó tạo thành hồ quang điện, sinh ra nhiệt lượng đủ lớn để:
- Làm nóng chảy đầu que hàn
- Làm nóng chảy mép vật liệu cần hàn
- Hòa trộn kim loại nóng chảy, tạo thành mối liên kết sau khi nguội
Điểm quan trọng cần hiểu là nhiệt chỉ tập trung tại vùng hàn, không làm nóng toàn bộ chi tiết, nhờ đó hạn chế biến dạng so với các phương pháp gia nhiệt diện rộng.
2.2. Vai trò của dòng điện trong quá trình hàn điện
Dòng điện là yếu tố quyết định chất lượng mối hàn, không chỉ đơn thuần là “có điện là hàn được”.
Trong hàn điện:
Cường độ dòng điện quyết định lượng nhiệt sinh ra
- Dòng điện quá nhỏ → hồ quang yếu, kim loại không ngấu
- Dòng điện quá lớn → kim loại chảy loãng, mối hàn dễ rỗ, bắn tóe
Ngoài ra, loại dòng điện cũng ảnh hưởng đến quá trình hàn:
- Dòng xoay chiều (AC): hồ quang ổn định ở mức trung bình, dễ sử dụng
- Dòng một chiều (DC): hồ quang tập trung hơn, dễ kiểm soát mối hàn, phù hợp yêu cầu kỹ thuật cao
2.3. Quá trình hình thành mối hàn diễn ra như thế nào?
Quá trình hàn điện có thể hiểu theo 4 giai đoạn liên tiếp:
- Khởi tạo hồ quang: Que hàn tiếp xúc và tách nhẹ khỏi vật hàn, hình thành hồ quang điện.
- Nung chảy kim loại: Nhiệt từ hồ quang làm chảy mép vật liệu và kim loại que hàn.
- Hòa trộn kim loại: Kim loại nóng chảy từ que hàn và vật hàn hòa quyện tạo thành vũng hàn.
- Đông đặc tạo mối hàn: Khi hồ quang di chuyển đi, vũng hàn nguội dần và đông đặc, hình thành mối hàn liền khối.

3. Các phương pháp hàn điện phổ biến hiện nay
Trong thực tế sản xuất cơ khí, mỗi phương pháp hàn điện được phát triển để giải quyết một bài toán kỹ thuật khác nhau: loại vật liệu, chiều dày, yêu cầu chất lượng mối hàn, năng suất và khả năng tự động hóa. Dưới đây là các phương pháp hàn điện phổ biến nhất hiện nay và đặc điểm sử dụng của từng phương pháp.
3.1. Phương pháp hàn SMAW (Hàn que / hàn hồ quang tay)
Hàn SMAW là phương pháp hàn điện sử dụng que hàn có lớp thuốc bọc, trong đó lớp thuốc vừa tạo khí bảo vệ, vừa hình thành xỉ che phủ mối hàn trong quá trình đông đặc.
Khả năng hàn vật liệu: Hàn que có phạm vi ứng dụng rất rộng, có thể sử dụng cho:
- Thép cacbon và thép hợp kim
- Thép không gỉ
- Một số kim loại và hợp kim màu như nhôm, đồng, niken
- Thép dụng cụ và vật liệu có yêu cầu chịu lực
Ưu điểm nổi bật:
- Tính linh hoạt cao, làm việc được trong nhiều điều kiện môi trường khác nhau
- Thiết bị gọn nhẹ, dễ di chuyển, phù hợp công trình ngoài trời
- Không cần sử dụng khí bảo vệ
- Chi phí đầu tư ban đầu thấp, dễ tiếp cận với người mới học hàn
Hạn chế cần lưu ý:
- Hoàn toàn phụ thuộc vào thao tác của thợ hàn, không phù hợp tự động hóa
- Tốc độ hàn và năng suất đắp thấp
- Mối hàn sinh nhiều xỉ, cần làm sạch sau hàn
- Nhiệt tập trung lớn, dễ gây biến dạng vật hàn
- Hiệu quả kinh tế không cao khi sản xuất số lượng lớn
Ứng dụng thực tế: Hàn que được sử dụng phổ biến trong:
- Hàn kết cấu thép
- Gia công, lắp ráp và đính gá
- Bình bồn, đóng tàu
- Sửa chữa và thi công cơ khí dân dụng
Đây là phương pháp thường được chọn để bắt đầu học cách hàn điện và kỹ thuật hàn điện cơ bản.
3.2. Phương pháp hàn GMAW (Hàn MIG/MAG)
Hàn MIG/MAG là phương pháp hàn điện sử dụng dây hàn cấp liên tục, kết hợp khí bảo vệ để ổn định hồ quang và bảo vệ mối hàn khỏi oxy hóa.
Khả năng hàn vật liệu: Phương pháp này có thể áp dụng cho:
- Thép cacbon
- Thép không gỉ
- Kim loại và hợp kim màu như nhôm, đồng, niken
Ưu điểm chính
- Mối hàn có độ thẩm mỹ và độ ổn định cao
- Ít xỉ hàn, giảm đáng kể công đoạn vệ sinh
- Hàn tốt cả vật liệu mỏng và vật liệu dày
- Dễ tích hợp với hệ thống bán tự động, tự động và robot hàn
- Năng suất cao, phù hợp sản xuất hàng loạt

Nhược điểm
- Phụ thuộc vào khí bảo vệ, khó làm việc ngoài trời
- Thiết bị cồng kềnh hơn hàn que
- Nhiệt lượng lớn, có thể gây biến dạng chi tiết
- Chi phí đầu tư và vận hành ở mức trung bình
Ứng dụng thực tế: Hàn MIG/MAG là phương pháp được sử dụng nhiều nhất trong sản xuất công nghiệp, đặc biệt trong:
- Ngành ô tô
- Kết cấu thép
- Bình bồn áp lực
- Đóng tàu, năng lượng, hàng không
Tham khảo: Máy hàn MIG có hàn được inox không?
3.3. Phương pháp hàn GTAW (Hàn TIG)
Hàn TIG sử dụng điện cực vonfram không nóng chảy, kết hợp khí trơ để bảo vệ vùng hàn, cho phép kiểm soát mối hàn rất chính xác.
Khả năng hàn vật liệu
- Thép cacbon
- Thép không gỉ
- Nhôm, đồng, niken và hợp kim màu
Ưu điểm nổi bật
- Hàn rất tốt vật liệu mỏng
- Mối hàn sạch, đẹp, chất lượng cao
- Ít xỉ, ít phải vệ sinh sau hàn
- Có thể hàn có hoặc không cần que bù
- Phù hợp các ứng dụng yêu cầu độ chính xác cao

Nhược điểm
- Tốc độ hàn thấp, năng suất không cao
- Đòi hỏi tay nghề thợ hàn cao
- Hiệu quả kinh tế trung bình nếu sản xuất số lượng lớn
Ứng dụng thực tế: Hàn TIG thường được dùng trong:
- Gia công inox
- Hàn ống
- Bình bồn áp lực
- Các ngành yêu cầu mối hàn thẩm mỹ và chất lượng cao
3.4. Nên chọn phương pháp hàn điện nào?
Việc lựa chọn phương pháp hàn điện phụ thuộc vào:
Loại vật liệu
- Chiều dày chi tiết
- Yêu cầu chất lượng mối hàn
- Năng suất và khả năng tự động hóa
Trong đó:
- Hàn que phù hợp học nghề và sửa chữa
- Hàn MIG/MAG phù hợp sản xuất công nghiệp
- Hàn FCAW phù hợp kết cấu dày, tải trọng lớn
- Hàn TIG phù hợp chi tiết mỏng, yêu cầu cao
4. Kỹ thuật hàn điện cơ bản cần nắm vững
Dù sử dụng hàn que, hàn MIG/MAG hay hàn TIG, mọi phương pháp hàn điện đều dựa trên nguyên lý hồ quang điện sinh nhiệt. Vì vậy, người học hàn cần nắm vững những kỹ thuật hàn điện mang tính nền tảng, áp dụng chung cho tất cả các phương pháp, trước khi đi sâu vào kỹ thuật riêng của từng loại hàn.
4.1. Kiểm soát dòng hàn và nhiệt lượng
Dòng hàn là yếu tố quyết định trực tiếp đến nhiệt lượng đưa vào mối hàn.
Nguyên tắc chung:
Dòng hàn phải phù hợp với độ dày vật liệu và phương pháp hàn
- Dòng quá thấp → mối hàn không ngấu
- Dòng quá cao → kim loại chảy loãng, dễ bắn tóe, biến dạng lớn
Với mọi phương pháp hàn điện, việc điều chỉnh dòng hàn đúng ngay từ đầu là điều kiện tiên quyết để có mối hàn đạt chất lượng.

4.2. Góc mỏ hàn và tư thế hàn
Góc mỏ hàn (hoặc điện cực) ảnh hưởng trực tiếp đến:
- Hướng tập trung nhiệt
- Độ ngấu của mối hàn
- Hình dạng và độ đều bề mặt mối hàn
Nguyên tắc kỹ thuật:
- Giữ góc hàn ổn định trong suốt quá trình hàn
- Tránh thay đổi góc đột ngột làm mối hàn bị gián đoạn
Bên cạnh đó, tư thế hàn (hàn bằng, hàn đứng, hàn ngang, hàn trần) cũng yêu cầu điều chỉnh góc và thông số hàn phù hợp để đảm bảo chất lượng mối hàn.
4.3. Tốc độ di chuyển và kiểm soát vũng hàn
Tốc độ di chuyển mỏ hàn quyết định thời gian tác động nhiệt lên vật liệu.
- Di chuyển quá nhanh → mối hàn hẹp, không ngấu
- Di chuyển quá chậm → mối hàn rộng, dễ cháy thủng
Người thợ cần quan sát và kiểm soát vũng kim loại nóng chảy, đảm bảo vũng hàn:
- Phủ đều hai mép vật liệu
- Không tràn lan hoặc co rút bất thường
Kỹ thuật này là nền tảng trong mọi cách hàn điện đúng kỹ thuật, bất kể phương pháp nào.
4.4. Kiểm soát hồ quang hàn
Hồ quang ổn định giúp:
- Nhiệt phân bố đều
- Mối hàn liên tục, ít khuyết tật
Nguyên tắc chung:
- Giữ chiều dài hồ quang phù hợp
- Tránh để hồ quang quá dài hoặc quá ngắn
Dù hồ quang được duy trì bằng que hàn, dây hàn hay điện cực vonfram, việc kiểm soát hồ quang luôn là kỹ năng cốt lõi trong kỹ thuật hàn điện.

4.5. Kết thúc mối hàn đúng kỹ thuật
Kết thúc mối hàn không đúng cách dễ gây:
- Lõm cuối mối hàn
- Nứt do co ngót kim loại
Cách xử lý chung:
- Giảm tốc độ di chuyển ở đoạn cuối
- Bù nhiệt hoặc bù kim loại hợp lý
- Ngắt hồ quang dứt khoát, đúng thời điểm
Kỹ thuật này giúp tăng độ bền và tính ổn định của mối hàn sau khi nguội.
4.6. Kiểm tra và đánh giá mối hàn sau khi hàn
Sau khi hoàn tất quá trình hàn, cần:
- Quan sát hình dạng mối hàn
- Kiểm tra độ đều, độ ngấu
- Phát hiện sớm các lỗi bề mặt
Việc đánh giá mối hàn sau hàn giúp người học hàn cải thiện tay nghề và hoàn thiện kỹ thuật hàn điện qua từng lần thực hành.
5. Hướng dẫn cách hàn điện từng bước cho người mới
Mặc dù đều thuộc nhóm hàn điện, hàn que – hàn MIG – hàn TIG có cách thao tác và yêu cầu kỹ thuật khác nhau. Vì vậy, để tránh nhầm lẫn cho người mới, phần này sẽ hướng dẫn riêng từng phương pháp, theo đúng trình tự thao tác thực tế.
5.1. Hướng dẫn cách hàn điện bằng hàn que (SMAW)
Hàn que (SMAW) là phương pháp nền tảng trong hàn điện, phù hợp cho người mới học và các công việc sửa chữa, lắp ráp cơ khí. Để mối hàn đạt độ bền và độ ngấu cần thiết, người thợ cần thực hiện đúng các bước kỹ thuật sau.
Bước 1: Chọn que hàn phù hợp với vật hàn
Việc lựa chọn que hàn cần dựa trực tiếp vào bề dày vật hàn. Vật liệu càng dày thì cần que hàn có đường kính lớn hơn để đảm bảo đủ nhiệt lượng và kim loại đắp cho mối hàn.

Nguyên tắc chọn que hàn theo bề dày vật liệu:
- Vật hàn dày khoảng 1,5 – 2 mm → Sử dụng que hàn đường kính khoảng 2,0 mm
- Vật hàn dày khoảng 2 – 3 mm → Sử dụng que hàn đường kính khoảng 2,6 mm
- Vật hàn dày khoảng 3 – 5 mm → Sử dụng que hàn đường kính khoảng 3,0 mm
- Vật hàn dày khoảng 4 – 10 mm → Sử dụng que hàn đường kính khoảng 4,0 mm
- Vật hàn dày khoảng 6 – 12 mm hoặc lớn hơn → Sử dụng que hàn đường kính khoảng 5,0 mm
Lựa chọn đúng đường kính que hàn là điều kiện tiên quyết để mối hàn ngấu đều và ổn định.
Bước 2: Làm sạch bề mặt vật hàn
Đây là bước rất quan trọng nhưng thường bị bỏ qua, đặc biệt với người mới học cách hàn điện.
Trước khi hàn, cần loại bỏ:
- Gỉ sét
- Dầu mỡ
- Lớp sơn hoặc tạp chất bám trên bề mặt
Nếu vật hàn không được làm sạch, mối hàn dễ bị:
- Rỗ khí
- Kết dính kém
- Giảm độ bền cơ học
Bước 3: Điều chỉnh dòng hàn phù hợp
Dòng hàn ảnh hưởng trực tiếp đến chất lượng mối hàn:
- Dòng hàn quá cao → Bắn tóe mạnh, cháy biên, dễ thủng vật hàn mỏng
- Dòng hàn quá thấp → Hồ quang yếu, mối hàn không ngấu, bề mặt xấu
Mỗi loại que hàn có một khoảng dòng hàn phù hợp, không phải một giá trị Ampe cố định. Khoảng dòng này còn phụ thuộc vào:
- Loại máy hàn que
- Chất lượng nguồn điện sử dụng
Cách chỉnh dòng hàn hiệu quả là:
- Bắt đầu từ mức dòng thấp
- Tăng dần đến khi hồ quang cháy đều, tiếng hàn êm
- Ít bắn tóe, mối hàn ngấu rõ
Bước 4: Điều chỉnh độ dài hồ quang
Độ dài hồ quang là khoảng cách giữa đầu que hàn và vật hàn. Đây là yếu tố có ảnh hưởng rất lớn đến hình dạng và chất lượng mối hàn.
- Hồ quang quá ngắn → Dễ tắt hồ quang, mồi hàn khó, mối hàn lồi cộm
- Hồ quang quá dài → Mối hàn dễ rỗ, kim loại đắp kết tinh chậm
Trong hàn que, yêu cầu kỹ thuật chung là: Chiều dài hồ quang phải nhỏ hơn đường kính que hàn
Việc kiểm soát chính xác độ dài hồ quang chủ yếu dựa vào cảm giác và kinh nghiệm của người thợ, được tích lũy qua quá trình thực hành.
Bước 5: Điều chỉnh góc hàn và dao động que hàn
Góc hàn và kiểu dao động que hàn cần được lựa chọn phù hợp với vị trí hàn trong không gian.
Trong thực tế, các vị trí hàn thường được ký hiệu:
- 1F, 2F, 3F, 4F (hàn góc)
- 1G, 2G, 3G, 4G, 5G, 6G (hàn giáp mối)
Mỗi vị trí hàn sẽ yêu cầu:
- Góc que hàn khác nhau
- Kiểu dao động khác nhau để đảm bảo kim loại đắp phân bố đều
Bước 6: Điều chỉnh tốc độ hàn
Tốc độ hàn cần được giữ đều tay và ổn định, không quá nhanh cũng không quá chậm.
Nguyên tắc kỹ thuật:
- Tốc độ hàn phù hợp khi hồ quang chiếm khoảng 1/3 chiều dài vũng hàn
- Nếu hàn quá chậm → mối hàn chảy xệ
- Nếu hàn quá nhanh → mối hàn hẹp, không ngấu
Để đạt được tốc độ hàn ổn định, người thợ cần luyện tập thường xuyên. Khi tay nghề được cải thiện, nhịp di chuyển que hàn sẽ tự nhiên và mối hàn đạt chất lượng tốt ở mọi tư thế.
5.2. Hướng dẫn cách hàn điện bằng hàn MIG/MAG
Hàn MIG/MAG là phương pháp hàn điện bán tự động, sử dụng dây hàn cấp liên tục và khí bảo vệ để ổn định hồ quang. Để mối hàn đạt độ ngấu, đều và ít khuyết tật, người thợ cần điều chỉnh đúng thông số và thao tác chuẩn trong suốt quá trình hàn.
Bước 1: Điều chỉnh dòng hàn MIG phù hợp với đường kính dây hàn
- Dòng hàn trong hàn MIG/MAG phụ thuộc trực tiếp vào đường kính dây hàn đang sử dụng. Các giá trị dòng hàn chỉ mang tính tham khảo tương đối, vì còn chịu ảnh hưởng bởi loại máy, nguồn điện và vật liệu hàn.
- Ví dụ: Khi sử dụng dây hàn đường kính 0,8 mm, dòng hàn thường nằm trong khoảng 125 – 200 A.
Bước 2: Điều chỉnh các thông số hàn khác
Ngoài dòng hàn, hàn MIG/MAG còn cần phối hợp nhiều thông số khác để đạt mối hàn ổn định:
- Điện áp hàn (lửa hàn): ảnh hưởng đến hình dạng hồ quang và độ ổn định
- Tốc độ cấp dây: ảnh hưởng trực tiếp đến lượng kim loại đắp
- Độ ngấu mối hàn: phụ thuộc vào sự phối hợp giữa dòng hàn, điện áp và tốc độ di chuyển
Nguyên tắc chung khi điều chỉnh:
- Nếu cảm thấy hồ quang quá mạnh, bắn tóe nhiều → giảm điện áp
- Nếu hồ quang yếu, mối hàn không đều → tăng điện áp hoặc tốc độ cấp dây
Mỗi dòng máy hàn MIG/MAG sẽ có cách hiển thị và điều chỉnh khác nhau, vì vậy cần thử nghiệm thực tế để tìm ra tổ hợp thông số phù hợp nhất.
Bước 3: Thao tác hàn MIG/MAG đúng kỹ thuật
Trong quá trình thao tác hàn, cần chú ý đến các yếu tố sau:
- Phần dây hàn nhô ra khỏi súng hàn nên giữ ở mức khoảng 20 – 25 mm
- Khoảng cách giữa đầu súng hàn và vật hàn duy trì khoảng 1 – 2 mm
- Giữ góc súng hàn ổn định theo hướng di chuyển của mối hàn
Với hàn MIG/MAG có khí bảo vệ, hồ quang rất nhạy và có độ ngấu tốt ngay cả khi thao tác ngắn. Trong khi đó, với hàn MIG không dùng khí, cần giữ cò súng lâu hơn (khoảng 1–2 giây) để đảm bảo hai vật hàn nóng chảy và liên kết tốt với nhau.
Bước 4: Kiểm soát tốc độ hàn
Tốc độ hàn cần được duy trì nhịp nhàng và đều tay:
- Hàn quá nhanh → mối hàn hẹp, không đủ ngấu
- Hàn quá chậm → mối hàn rộng, dễ chảy xệ
Người thợ cần quan sát vũng hàn và điều chỉnh tốc độ sao cho kim loại đắp phân bố đều, bề mặt mối hàn mịn và liên tục.
5.3. Hướng dẫn cách hàn điện bằng hàn TIG (GTAW)
Hàn TIG (GTAW) là phương pháp hàn điện sử dụng điện cực vonfram không nóng chảy và khí bảo vệ (thường là Argon), cho phép kiểm soát mối hàn rất chính xác. Phương pháp này đặc biệt phù hợp với vật liệu mỏng và các ứng dụng yêu cầu mối hàn sạch, đẹp.
Bước 1: Điều chỉnh dòng hàn TIG phù hợp
Tương tự hàn que, dòng hàn trong hàn TIG không có một giá trị cố định tuyệt đối, mà cần điều chỉnh dựa trên:
- Loại máy hàn TIG
- Vật liệu hàn (đặc biệt là inox)
- Độ dày vật hàn
- Chất lượng nguồn điện
- Trước khi hàn chính thức, nên hàn thử để tìm ra mức dòng hàn phù hợp nhất.
Nhà sản xuất kim hàn (điện cực vonfram) thường cung cấp bảng tham khảo dòng hàn theo đường kính kim. Với vật hàn inox, có thể tham khảo như sau:
- Kim hàn 0,5 mm → Dòng hàn khoảng 30 A
- Kim hàn 1,0 mm → Dòng hàn khoảng 100 A
- Kim hàn 1,5 mm → Dòng hàn khoảng 120 A
- Kim hàn 2,0 mm → Dòng hàn khoảng 150 A
Các giá trị trên mang tính định hướng, cần tinh chỉnh thêm trong quá trình thực tế.
Bước 2: Xác định khi nào cần sử dụng que hàn phụ
Không phải mọi trường hợp hàn TIG đều cần dùng que hàn phụ.
Nguyên tắc chung:
- Vật hàn mỏng dưới khoảng 1,6 mm → Có thể hàn nóng chảy trực tiếp, không cần que hàn bù
- Vật hàn dày từ 1,6 mm trở lên → Cần sử dụng que hàn phụ để đảm bảo đủ kim loại đắp và độ ngấu
Đường kính que hàn phụ thường dùng: 1,6 mm – 2,4 mm – 3,2 mm – 4,0 mm – 4,8 mm – 6,4 mm, lựa chọn tùy theo rãnh mối hàn và độ dày vật liệu.
Bước 3: Góc hàn và cách đặt kim hàn
Kỹ thuật đặt kim hàn đúng là yếu tố then chốt quyết định chất lượng mối hàn TIG.
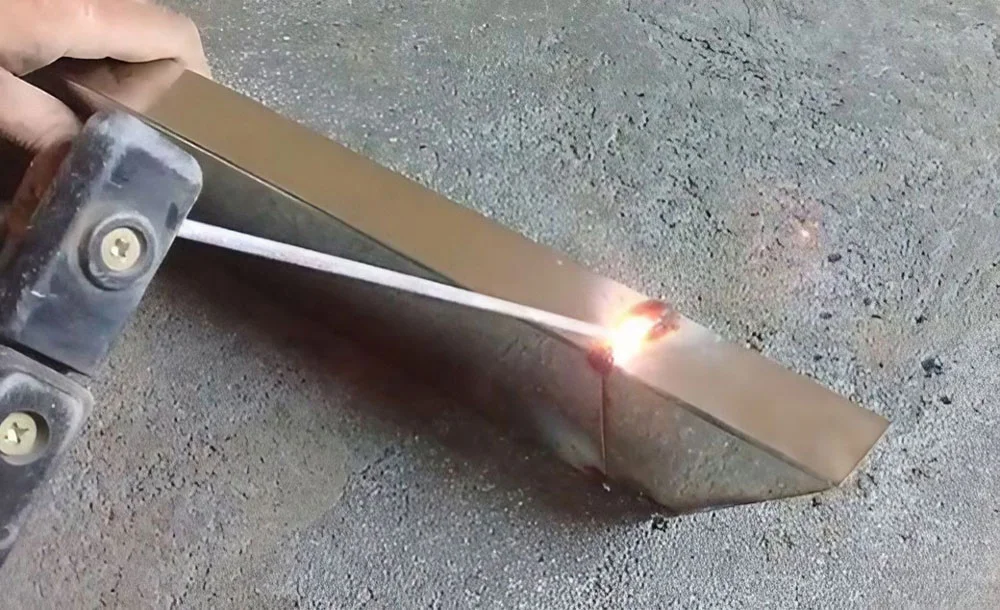
- Tại điểm bắt đầu hàn, đặt mỏ hàn vuông góc với bề mặt vật hàn
- Khi hồ quang hình thành và vũng kim loại nóng chảy xuất hiện, nghiêng mỏ hàn khoảng 75°, theo hướng ngược với chiều di chuyển mối hàn
- Khoảng cách giữa đầu kim hàn và bề mặt vật hàn duy trì khoảng 2 mm
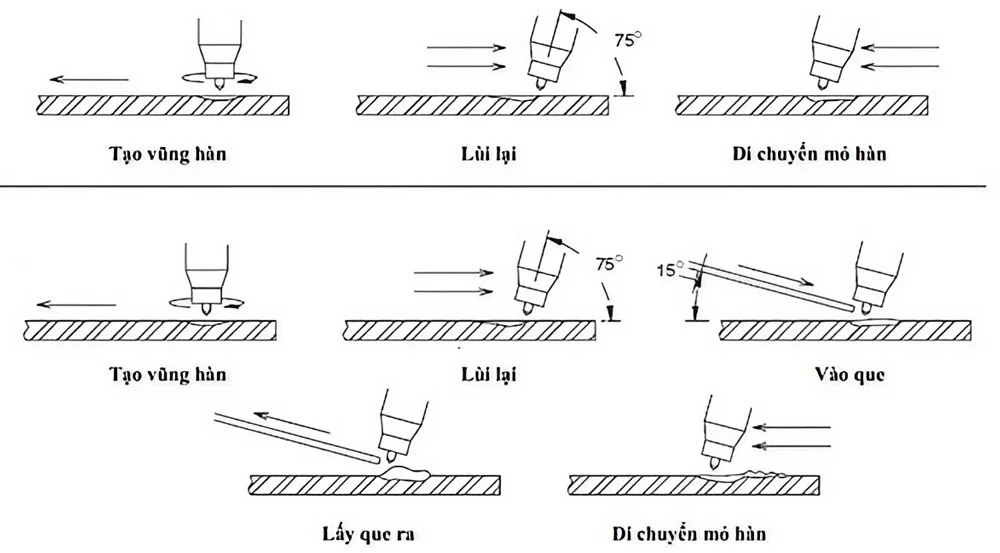
Nếu sử dụng que hàn phụ:
- Đảm bảo đầu que hàn phụ đã được nung nóng
- Đặt que hàn phụ nghiêng khoảng 15° so với bề mặt vật hàn
- Cấp que đều tay, không chọc sâu vào vũng hàn
Bước 4: Thao tác và kỹ thuật hàn TIG cơ bản
Trong quá trình hàn TIG, cần tuân thủ các nguyên tắc sau:
- Di chuyển mỏ hàn đều tay, nhịp nhàng, tránh giật cục
- Không hàn ở khu vực có gió lùa, vì sẽ làm lệch khí bảo vệ, khiến mối hàn bị oxy hóa
Trình tự thao tác chuẩn:
- Nhấn nút trên tay cầm mỏ hàn để xả khí trước, sau đó thả ra
- Chạm nhẹ kim vonfram vào vật hàn, bấm nút
- Sau khoảng 1–2 giây, nhấc kim lên để tạo hồ quang
- Khi kết thúc mối hàn, khí bảo vệ vẫn tiếp tục thổi trong một khoảng thời gian ngắn
Do đó:
- Không nhấc kim hàn ra ngay
- Chờ khoảng nửa giây, sau đó nhấc kim lên từ từ
- Việc này giúp mối hàn sáng bóng, không bị đen hoặc oxy hóa

Bước 5: Lưu ý cho người mới học hàn TIG
- Hàn TIG đòi hỏi độ chính xác cao, vì vậy:
- Người mới nên thực hành trên vật liệu có độ dày khoảng 2 mm
- Tránh hàn vật liệu quá mỏng ngay từ đầu để hạn chế nguy cơ cháy thủng
- Tập trung rèn luyện khả năng kiểm soát hồ quang và vũng hàn trước khi hàn các chi tiết phức tạp
Tham khảo: Máy hàn inox Jasic
6. Người mới nên học hàn điện từ đâu?
Với người mới tiếp cận ngành hàn, việc bắt đầu đúng phương pháp và đúng lộ trình sẽ giúp tiết kiệm rất nhiều thời gian, chi phí và tránh hình thành thói quen kỹ thuật sai. Dưới đây là định hướng học hàn điện phù hợp cho người mới, dựa trên thực tế đào tạo và sản xuất cơ khí.
6.1. Bắt đầu từ hàn que (SMAW) để nắm nền tảng
Hàn que là phương pháp nên học đầu tiên đối với người mới vì:
- Thiết bị đơn giản, chi phí đầu tư thấp
- Dễ quan sát hồ quang và vũng hàn
- Giúp hình thành cảm giác tay, kiểm soát nhiệt và tốc độ hàn
Thông qua hàn que, người học sẽ nắm được:
- Nguyên lý tạo hồ quang điện
- Cách điều chỉnh dòng hàn
- Kiểm soát độ ngấu và hình dạng mối hàn
Đây là nền tảng quan trọng trước khi chuyển sang các phương pháp hàn điện nâng cao hơn.
6.2. Học song song lý thuyết cơ bản và thực hành
Người mới không cần học quá sâu lý thuyết ngay từ đầu, nhưng cần hiểu đúng bản chất kỹ thuật.
Nên tập trung vào:
- Nguyên lý hàn điện
- Ảnh hưởng của dòng hàn, góc hàn, tốc độ hàn
- Các lỗi mối hàn thường gặp và nguyên nhân
Sau mỗi phần lý thuyết, cần thực hành ngay để:
- Ghi nhớ thao tác
- Hình thành phản xạ tay
- Rút kinh nghiệm qua từng mối hàn
6.3. Thực hành từ vật liệu dày đến mỏng
Một sai lầm phổ biến của người mới là bắt đầu hàn vật liệu quá mỏng, dễ gây cháy thủng và mất tự tin.

Lộ trình hợp lý:
- Bắt đầu với vật liệu có độ dày khoảng 3 – 4 mm
- Khi tay nghề ổn định mới chuyển sang vật liệu mỏng hơn
- Sau đó mới học hàn các tư thế khó trong không gian
Cách học này giúp người mới:
- Dễ kiểm soát vũng hàn
- Quan sát rõ sự nóng chảy của kim loại
- Giảm lỗi kỹ thuật ban đầu
6.4. Chuyển sang hàn MIG/MAG khi đã vững cơ bản
Sau khi đã làm chủ hàn que, người học nên tiếp cận hàn MIG/MAG để:
- Làm quen với hàn bán tự động
- Học cách điều chỉnh nhiều thông số hàn hơn
- Nâng cao năng suất và tính ổn định của mối hàn
Hàn MIG/MAG đặc biệt phù hợp cho:
- Người định hướng làm việc trong nhà xưởng
- Sản xuất công nghiệp
- Dây chuyền và kết cấu thép
6.5. Học hàn TIG khi cần độ chính xác và thẩm mỹ cao
Hàn TIG không phải là phương pháp nên học ngay từ đầu, vì:
- Yêu cầu kiểm soát tay rất tốt
- Thao tác phức tạp hơn
- Dễ gây cháy thủng vật liệu mỏng
Hàn TIG phù hợp khi:
- Người học đã có nền tảng hàn điện vững
- Cần hàn inox, nhôm
- Yêu cầu mối hàn đẹp, sạch, chính xác
Hiểu đúng hàn điện là gì, nắm vững kỹ thuật hàn điện và thực hiện đúng hướng dẫn cách hàn điện sẽ giúp bạn tạo ra mối hàn bền chắc, an toàn và đạt yêu cầu kỹ thuật. Đây là nền tảng quan trọng cho bất kỳ ai theo đuổi lĩnh vực cơ khí – chế tạo – sửa chữa.
Theo dõi các bài viết tiếp theo để cập nhật thêm hướng dẫn chuyên sâu về máy hàn, kỹ thuật hàn và tự động hóa hàn.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn
Tin Tức Liên Quan

Gợi ý 15 máy hàn điện tử mini gia đình giá tốt, hàn khỏe
Máy hàn điện mini đang là lựa chọn được nhiều gia đình, thợ sửa chữa và xưởng cơ khí nhỏ quan tâm nhờ thiết kế gọn nhẹ, dễ sử dụng và dùng trực tiếp điện 220V dân dụng. So với máy hàn truyền thống, ...

Máy hàn inox Jasic chính hãng: Giải pháp hàn inox hiệu quả
Máy hàn inox là thiết bị hàn chuyên dụng được sử dụng để liên kết các chi tiết bằng thép không gỉ (inox) thông qua hồ quang điện, đáp ứng yêu cầu cao về độ bền, độ ngấu và tính thẩm mỹ của mối hàn. Do ...

Xỉ hàn là gì? Cách loại bỉ xỉ hàn đúng kỹ thuật
Xỉ hàn là gì là câu hỏi thường gặp trong hàn cơ khí, bởi xỉ hàn xuất hiện phổ biến và ảnh hưởng trực tiếp đến chất lượng mối hàn. Cùng theo dõi bài viết để hiểu rõ bản chất, vai trò và cách xử lý xỉ ...

Tìm hiểu máy hàn inox mỏng loại nào tốt?
Inox mỏng là vật liệu khó hàn do dễ cháy thủng, cong vênh và mất thẩm mỹ nếu chọn sai máy hoặc sai kỹ thuật. Vì vậy, nhiều người đặt câu hỏi: máy hàn inox mỏng loại nào tốt, nên dùng TIG hay MIG, công ...

Tổng quan về máy hàn MIG không dùng khí
Máy hàn MIG không dùng khí đang được nhiều thợ cơ khí và công trình lựa chọn nhờ tính linh động, không cần bình khí bảo vệ và dễ sử dụng ngoài trời. Tuy nhiên, không phải ai cũng hiểu rõ bản chất của ...
![[Từ A–Z] Hàn xì là gì và những thông tin cần biết](https://storage.sudospaces.com/sudo-weldcom/wp-content/uploads/2026/02/han-xi-la-gi-1.jpg.webp "Tin Tức Liên Quan")
[Từ A–Z] Hàn xì là gì và những thông tin cần biết
Hàn xì là gì mà lại được nhắc đến nhiều trong lĩnh vực cơ khí và xây dựng? Đây là cách gọi phổ thông khi nói về các phương pháp nối kim loại bằng hồ quang điện như hàn que, hàn MIG và hàn TIG. Tuy ...