
 English
EnglishHàn 6G: Những thông tin không nên bỏ qua
Hàn 6G là tư thế hàn ống cố định ở góc nghiêng 45°, được xem là một trong những kỹ thuật khó nhất trong ngành cơ khí và dầu khí. Không giống hàn tấm thông thường, hàn 6G yêu cầu người thợ thao tác liên tục quanh chu vi ống, thay đổi góc độ và tư thế trong cùng một mối hàn. Chính vì vậy, đây là tiêu chuẩn tay nghề cao được áp dụng rộng rãi trong các công trình áp lực, đường ống công nghiệp và kết cấu chịu tải nặng.
Trong bài viết này, chúng ta sẽ phân tích chi tiết: hàn 6G là gì, đặc điểm của mối hàn 6G, cách hàn 6G đúng kỹ thuật và những yêu cầu khi thi chứng chỉ quốc tế.
1. Hàn 6G là gì?
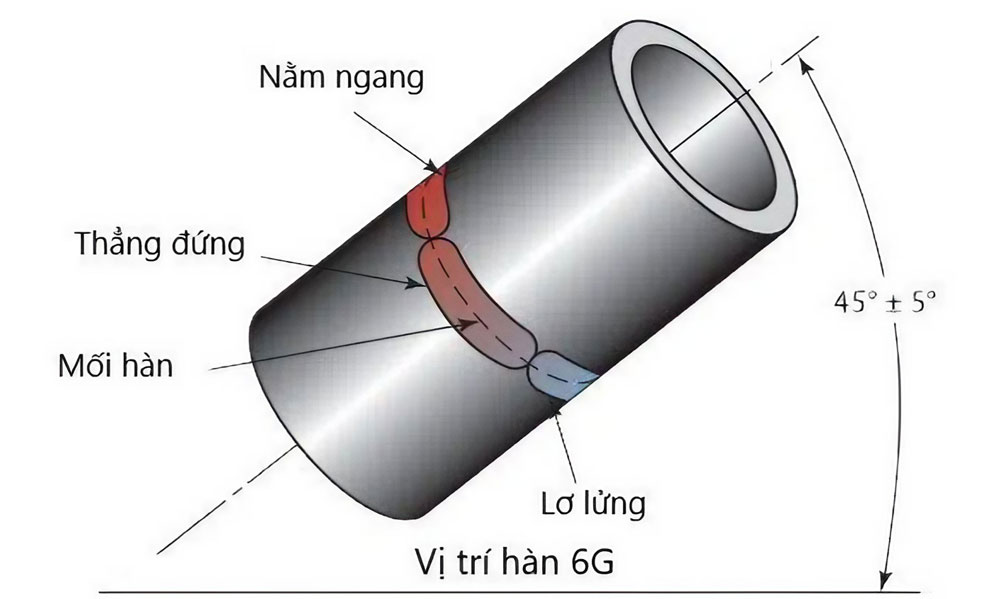
Hàn 6G là tư thế hàn ống ở trạng thái cố định với trục ống nghiêng 45° so với phương ngang. Trong suốt quá trình hàn, ống tuyệt đối không được xoay, người thợ phải di chuyển thao tác quanh chu vi ống để hoàn thành toàn bộ mối hàn.
Trong ký hiệu 6G:
- Số “6” biểu thị tư thế hàn ống khó nhất (phức tạp nhất về thao tác)
- Chữ “G” là viết tắt của Groove weld – hàn rãnh (mối hàn giáp mối)
Vì tư thế 6G buộc thợ hàn phải thực hiện đồng thời nhiều kiểu thao tác (gần như bao phủ đầy đủ các vị trí hàn trong không gian), nên đây thường được xem là “bài kiểm tra tổng hợp” năng lực của thợ hàn ống.
1.1. Hiểu đúng hệ ký hiệu tư thế hàn ống (1G – 2G – 5G – 6G)
Để hiểu vì sao 6G khó, cần nắm nhanh hệ tư thế hàn ống phổ biến:
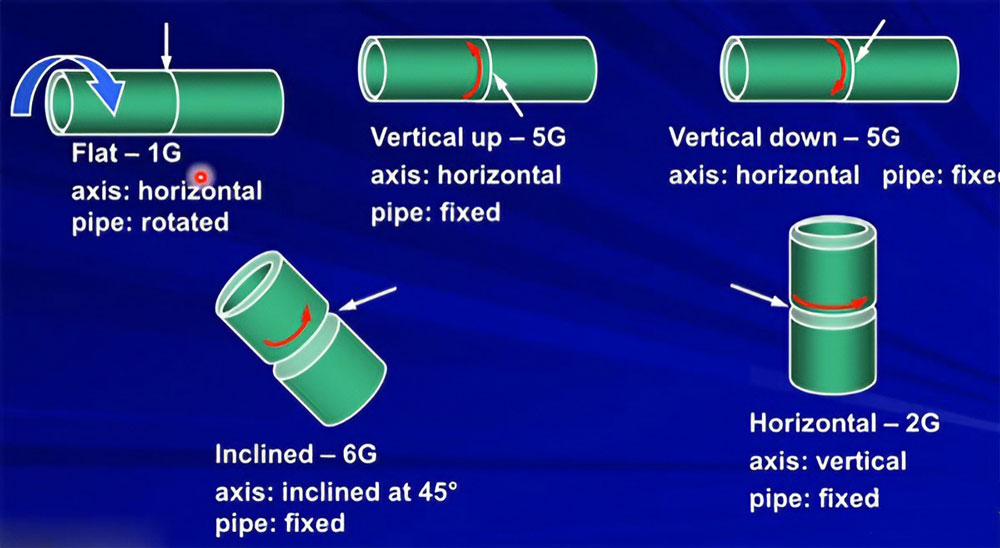
- 1G: Hàn ống ở vị trí bằng, có thể xoay ống để thực hiện mối hàn thuận lợi
- 2G: Ống đặt thẳng đứng, thực hiện hàn theo chu vi trong tư thế đặc thù (ống đứng, thao tác quanh vòng)
- 5G: Ống nằm ngang và cố định (không xoay), thợ hàn phải thao tác theo nhiều vùng quanh ống
- 6G: Ống nghiêng 45° và cố định (không xoay), thợ hàn phải thao tác tổng hợp nhiều tư thế nhất
Điểm then chốt: càng lên cao, mức độ “khó” tăng mạnh ở yếu tố không xoay ống và phải kiểm soát vũng hàn ở nhiều vùng khác nhau quanh chu vi.
1.2. Đặc điểm của vị trí hàn 6G
Trong hàn 6G, người thợ không chỉ “hàn một đường” mà phải làm chủ mối hàn khi:
- Trọng lực tác động lên vũng hàn thay đổi liên tục theo vị trí
- Góc que/súng hàn và góc nhìn phải điều chỉnh liên tục
- Tốc độ di chuyển không thể giữ một nhịp cố định như hàn bằng
- Ở vùng “trần”, kim loại nóng chảy dễ chảy xệ/rụng, rất khó kiểm soát
Vì vậy, hàn 6G đòi hỏi đồng thời:
- Kiểm soát hồ quang ổn định
- Giữ vũng hàn nhỏ gọn, “điều tiết” kim loại đắp đúng lúc
- Phối hợp tay – mắt – nhịp di chuyển chính xác
- Kinh nghiệm xử lý biến dạng, khe hở, sai lệch mép ống
Đây là lý do hàn 6G thường được xem là tư thế “khó nhất” trong hàn ống và được nhiều người gọi theo cách ví von là “ông vua tư thế hàn” (theo nghĩa: kiểm tra năng lực tổng hợp).
1.3. Vì sao thợ hàn thường phải học từ dễ đến khó trước khi lên 6G?
Trong thực tế đào tạo tay nghề, hàn 6G gần như không dành cho người “mới vào nghề”. Người học thường cần làm chủ:
- Các tư thế hàn tấm cơ bản (1G → 4G) để kiểm soát hồ quang ở nhiều vị trí
- Các tư thế hàn ống đơn giản hơn (1G/2G/5G) để quen với đường hàn theo chu vi và xử lý “đổi tư thế”
Khi đã kiểm soát tốt hồ quang, tốc độ và vũng hàn ở các tư thế nền, việc lên 6G mới có cơ sở để đạt chất lượng và ổn định.
1.4. Hàn 6G ứng dụng trong lĩnh vực nào?
Do yêu cầu chất lượng cao, hàn 6G xuất hiện nhiều trong các ngành có mối hàn chịu tải hoặc chịu áp lực, điển hình như:
- Đường ống công nghiệp, đường ống áp lực
- Dầu khí, hóa chất (yêu cầu độ kín, độ bền cao)
- Nhiệt điện, nồi hơi
- Đóng tàu, công nghiệp nặng
- Các hạng mục cơ khí chế tạo cần mối hàn ống có độ tin cậy cao
Trong các lĩnh vực này, chất lượng mối hàn thường được kiểm tra nghiêm ngặt (trực quan, uốn, hoặc NDT tùy yêu cầu tiêu chuẩn).
Xem thêm: Hàn 3G là gì?
2. Mối hàn 6G có đặc điểm gì?
Mối hàn 6G là mối hàn giáp mối trên ống được thực hiện ở tư thế nghiêng 45° cố định. Do đặc thù thao tác đa tư thế trong một chu vi ống, mối hàn 6G không chỉ yêu cầu hình thức đạt chuẩn mà còn phải đảm bảo độ bền cơ học và khả năng chịu áp lực cao.
Trong các ngành như dầu khí, áp lực cao hoặc nhiệt điện, mối hàn 6G thường phải đáp ứng tiêu chuẩn nghiêm ngặt như AWS D1.1 hoặc ASME Section IX.

2.1. Độ ngấu (Penetration) phải đầy đủ
Yêu cầu quan trọng nhất của mối hàn 6G là:
- Kim loại hàn phải ngấu xuyên hết chiều dày thành ống
- Không được thiếu ngấu ở chân mối hàn (root)
- Không được tồn tại khe hở chưa điền đầy
Trong thực tế thi chứng chỉ, nếu thiếu ngấu ở bất kỳ vị trí nào quanh chu vi ống, bài thi có thể bị loại ngay.
2.2. Hình dạng mối hàn đồng đều quanh chu vi
Do thao tác thay đổi liên tục theo vị trí (đứng, ngang, trần), mối hàn 6G phải đảm bảo:
- Đường hàn liên tục, không đứt quãng
- Chiều cao mối hàn (reinforcement) đồng đều
- Không lồi quá mức hoặc lõm quá sâu
- Mép hàn hòa đều với kim loại cơ bản
Một mối hàn 6G đạt chuẩn phải giữ được sự ổn định từ điểm bắt đầu đến điểm kết thúc, không được có vùng yếu.
2.3. Không có khuyết tật bề mặt và bên trong
Mối hàn 6G thường bị đánh giá nghiêm ngặt qua các tiêu chí:
- Không rỗ khí
- Không nứt
- Không cháy cạnh
- Không lẫn xỉ
- Không thiếu cạnh (undercut)
Trong công trình áp lực, ngoài kiểm tra trực quan (VT), mối hàn 6G còn có thể được kiểm tra:
- Chụp X-quang (RT)
- Siêu âm (UT)
- Thử uốn hoặc thử kéo
Điều này cho thấy yêu cầu chất lượng của mối hàn 6G cao hơn nhiều so với các tư thế đơn giản.
2.4. Kết cấu lớp hàn trong 6G
Thông thường, mối hàn 6G được thực hiện theo nhiều lớp:
- Lớp lót (Root pass) – đảm bảo độ ngấu và độ kín
- Lớp trung gian (Fill pass) – bù kim loại và tăng cường độ bền
- Lớp phủ (Cap pass) – tạo hình và hoàn thiện bề mặt
Với ống dày, số lớp hàn có thể từ 3–5 lớp hoặc nhiều hơn tùy theo chiều dày và yêu cầu kỹ thuật.
2.5. Vì sao mối hàn 6G khó đạt chuẩn?
Khó khăn nằm ở việc:
- Trọng lực thay đổi theo vị trí quanh ống
- Vùng hàn trần dễ chảy xệ
- Phải kiểm soát nhiệt đầu vào liên tục
- Góc thao tác thay đổi nhưng vẫn phải giữ độ ngấu ổn định
Chính sự thay đổi liên tục này khiến mối hàn 6G trở thành thước đo chính xác nhất về tay nghề của thợ hàn ống.
3. Cách hàn 6G đúng kỹ thuật
Để thực hiện cách hàn 6G đạt yêu cầu kỹ thuật và đáp ứng tiêu chuẩn kiểm tra, người thợ cần tuân thủ nghiêm ngặt từ khâu chuẩn bị đến thao tác thực hành. Do ống được cố định ở góc nghiêng 45°, mọi sai lệch nhỏ trong kiểm soát hồ quang hoặc tốc độ di chuyển đều có thể dẫn đến lỗi nghiêm trọng.

3.1. Chuẩn bị trước khi hàn 6G
Trước khi bắt đầu, cần đảm bảo:
- Làm sạch hoàn toàn mép ống (loại bỏ gỉ, dầu mỡ, bụi bẩn)
- Vát mép đúng góc kỹ thuật (thường khoảng 30–40° tùy WPS)
- Hàn đính cố định mép ống chắc chắn
- Thiết lập khe hở chân mối hàn đúng yêu cầu
Việc chuẩn bị kỹ sẽ quyết định chất lượng lớp lót (root pass) – yếu tố quan trọng nhất của mối hàn 6G.
3.2. Lựa chọn phương pháp và máy hàn phù hợp
Tùy vật liệu, có thể lựa chọn:
- Hàn TIG: thường dùng cho lớp lót (root) để đảm bảo độ kín và kiểm soát tốt vũng hàn
- Hàn que (SMAW): phổ biến trong thi chứng chỉ và hàn ống thép carbon
- Hàn MIG/FCAW: dùng trong sản xuất công nghiệp cần năng suất cao
Với thép carbon dày, thường kết hợp:
- Lớp lót bằng TIG hoặc que nhỏ
- Lớp trung gian và lớp phủ bằng que 3.2 mm hoặc lớn hơn
3.3. Quy trình thực hiện cách hàn 6G
Bước 1: Hàn lớp lót (Root pass)
- Bắt đầu từ vị trí thấp nhất của ống
- Di chuyển từ dưới lên theo chu vi
- Giữ hồ quang ngắn
- Kiểm soát vũng hàn để đảm bảo ngấu đều
Lớp lót phải đảm bảo kín hoàn toàn, không rỗ khí, không thiếu ngấu.
Bước 2: Hàn lớp trung gian (Fill pass)
- Bù kim loại để lấp đầy rãnh hàn
- Giữ độ ngấu ổn định quanh chu vi
- Kiểm soát tốc độ di chuyển phù hợp theo từng vùng
Ở vùng ngang và vùng trần, cần giảm tốc độ và kiểm soát vũng hàn chặt hơn.
Bước 3: Hàn lớp phủ (Cap pass)
- Tạo hình mối hàn đều, thẩm mỹ
- Không để lồi quá mức
- Không lõm bề mặt
- Giữ mép hòa đều với kim loại cơ bản
Lớp phủ là phần dễ nhìn thấy nhất và thường bị đánh giá kỹ trong thi chứng chỉ.
3.4. Kỹ thuật quan trọng khi hàn 6G
Để cách hàn 6G đạt hiệu quả, cần lưu ý:
- Điều chỉnh góc que/súng liên tục theo vị trí
- Không giữ tốc độ cố định cho toàn bộ chu vi
- Ở vị trí trần, giảm dòng hoặc giảm tốc độ để tránh chảy xệ
- Nếu que dài, nên dùng tay phụ đỡ để tránh rung
Sự phối hợp nhịp nhàng giữa tay, mắt và cảm nhận vũng hàn là yếu tố quyết định thành công.
3.5. An toàn khi thực hiện hàn 6G
Do thao tác gần ống và nhiều tư thế khó, cần:
- Sử dụng mặt nạ hàn đạt chuẩn
- Đeo găng tay, áo dài tay chống tia bắn
- Đảm bảo thông gió tốt khi hàn ống kín
An toàn là yếu tố bắt buộc trong mọi kỹ thuật hàn, đặc biệt với hàn 6G.
Tìm hiểu: IGBT là gì
4. Các yếu tố ảnh hưởng đến kỹ thuật hàn 6G

- Dòng hàn và điện áp: Dòng quá cao dễ chảy xệ, cháy cạnh; dòng quá thấp gây thiếu ngấu. Cần kiểm soát nhiệt đầu vào ổn định quanh chu vi ống.
- Góc que hoặc góc súng hàn: Phải thay đổi linh hoạt theo từng vị trí (đứng, ngang, trần). Góc sai dễ gây thiếu cạnh, rỗ khí hoặc lệch đường hàn.
- Tốc độ di chuyển: Di chuyển quá chậm → lồi, chảy xệ. Di chuyển quá nhanh → thiếu ngấu, mối hàn không đều.
- Chuẩn bị mép hàn và khe hở: Góc vát, khe hở không đúng kỹ thuật sẽ ảnh hưởng trực tiếp đến lớp lót (root pass) và độ ngấu.
- Tay nghề người thợ: Hàn 6G yêu cầu kiểm soát vũng hàn tốt và khả năng xử lý thay đổi tư thế liên tục.
- Chiều dày và vật liệu ống: Ống càng dày → số lớp hàn nhiều hơn → yêu cầu kiểm soát nhiệt chặt chẽ hơn.
- Điều kiện môi trường: Gió, độ ẩm, không gian chật hẹp có thể ảnh hưởng đến chất lượng mối hàn 6G.
Tham khảo: Hàn điện là gì?
5. Lỗi thường gặp khi hàn 6G
Thiếu ngấu (Lack of penetration)
- Nguyên nhân: dòng thấp, di chuyển nhanh, khe hở nhỏ.
- Khắc phục: tăng dòng hợp lý, kiểm soát tốc độ và đảm bảo khe hở đúng kỹ thuật.
Rỗ khí (Porosity)
- Nguyên nhân: mép hàn bẩn, ẩm que, hồ quang dài.
- Khắc phục: làm sạch mép ống, sấy que hàn, giữ hồ quang ngắn.
Chảy xệ (Sagging)
- Nguyên nhân: dòng quá cao, giữ vũng hàn quá lâu ở vị trí trần.
- Khắc phục: giảm nhiệt đầu vào, điều chỉnh góc que và tốc độ phù hợp.
Lẫn xỉ (Slag inclusion)
- Nguyên nhân: làm sạch lớp hàn không kỹ giữa các pass.
- Khắc phục: gõ sạch xỉ hàn hoàn toàn trước khi hàn lớp tiếp theo.
Thiếu cạnh / cháy cạnh (Undercut)
- Nguyên nhân: hồ quang quá dài, dòng cao.
- Khắc phục: điều chỉnh dòng hợp lý, giữ góc que ổn định.
Mối hàn không đều quanh chu vi
- Nguyên nhân: thay đổi tốc độ không kiểm soát khi đổi tư thế.
- Khắc phục: luyện tập nhịp di chuyển ổn định và điều chỉnh linh hoạt theo vị trí.
6. Chứng chỉ hàn 6G quốc tế
Chứng chỉ hàn 6G quốc tế là một trong những chứng nhận tay nghề có giá trị cao nhất trong ngành hàn công nghiệp, đặc biệt trong lĩnh vực kết cấu thép, dầu khí, năng lượng và đóng tàu.
Do vị trí hàn 6G được xem là tư thế khó nhất, người đạt chứng chỉ này được công nhận có khả năng kiểm soát kỹ thuật ở hầu hết các vị trí hàn khác.
6.1. Chứng chỉ hàn 6G quốc tế là gì?
Chứng chỉ hàn 6G quốc tế (6G Welding Certification) là giấy chứng nhận năng lực do các tổ chức uy tín cấp, phổ biến nhất gồm:
- AWS – American Welding Society (Hoa Kỳ)
- ASME – American Society of Mechanical Engineers
- IIW/EWF – Hệ thống chứng nhận châu Âu
Chứng chỉ xác nhận người thợ:
- Có khả năng thực hiện mối hàn ống ở vị trí nghiêng 45° (6G)
- Thực hành đúng theo Welding Procedure Specification (WPS)
- Đáp ứng tiêu chuẩn kỹ thuật và yêu cầu kiểm tra không phá hủy (NDT)
Trong nhiều dự án quốc tế, hàn 6G là điều kiện bắt buộc khi tuyển thợ hàn.
6.2. Vì sao chứng chỉ hàn 6G có giá trị cao?
Chứng chỉ 6G được đánh giá cao vì:
- Là vị trí hàn khó nhất trong hệ thống phân loại vị trí hàn
- Thể hiện khả năng kiểm soát mối hàn ở mọi tư thế: bằng, ngang, đứng, trần
- Được công nhận rộng rãi trong ngành dầu khí, đường ống áp lực, nhà máy điện
Ngoài ra:
- Người có chứng chỉ 6G thường được xem đủ năng lực cho các vị trí 1G, 2G, 5G
- Có giá trị làm việc tại nhiều quốc gia
- Là điều kiện bắt buộc trong nhiều dự án EPC và công trình quốc tế
Chính vì vậy, hàn 6G được xem là “chuẩn mực tay nghề cao” trong ngành hàn.
6.3. Quy trình thi chứng chỉ hàn 6G quốc tế
Thông thường, quy trình gồm các bước sau:
Bước 1: Đăng ký thi tại đơn vị được ủy quyền
- AWS Accredited Test Facility (ATF)
- Trung tâm đào tạo được công nhận quốc tế
Bước 2: Thi thực hành hàn ống vị trí 6G
- Ống đặt nghiêng 45°
- Không được xoay ống trong quá trình hàn
- Có thể thi bằng: Hàn que (SMAW) – Hàn TIG (GTAW) – Hàn MIG/Flux-core (GMAW/FCAW)
Bước 3: Kiểm tra chất lượng mối hàn
- Kiểm tra trực quan (VT)
- Thử uốn (Bend test)
- Chụp X-quang (RT) hoặc siêu âm (UT) nếu yêu cầu
Bước 4: Cấp chứng chỉ
Nếu đạt tiêu chuẩn theo AWS D1.1, ASME IX hoặc WPS tương đương, thí sinh sẽ được cấp chứng nhận và lưu hồ sơ trên hệ thống đăng ký.
6.4. Thời hạn và duy trì chứng chỉ
Chứng chỉ hàn 6G không có giá trị vĩnh viễn.
Thông thường:
- Phải xác nhận duy trì kỹ năng định kỳ (6 tháng/lần theo AWS)
- Hoặc thi lại nếu quá thời hạn không thực hành
Việc duy trì chứng chỉ giúp đảm bảo tay nghề luôn được cập nhật và đáp ứng yêu cầu kỹ thuật thực tế.
6.5. Ai nên thi chứng chỉ hàn 6G?
Chứng chỉ này đặc biệt phù hợp với:
- Thợ hàn muốn làm việc trong ngành dầu khí
- Hàn đường ống áp lực cao
- Kết cấu thép công nghiệp nặng
- Làm việc tại dự án nước ngoài
- Nâng cấp tay nghề từ 3G, 5G lên cấp độ cao hơn
Đối với người đã thành thạo hàn 3G hoặc 5G, việc nâng lên 6G là bước tiến quan trọng trong sự nghiệp.
Hàn 6G là một trong những tư thế hàn phức tạp và đòi hỏi kỹ năng cao nhất trong ngành cơ khí – đặc biệt với hàn ống áp lực và kết cấu công nghiệp. Việc nắm vững kỹ thuật, hiểu rõ đặc điểm mối hàn 6G, quy trình thực hiện và các lỗi thường gặp sẽ giúp người thợ nâng cao chất lượng thi công và đáp ứng yêu cầu kỹ thuật khắt khe của dự án.
Trong thực tế, hàn 6G không chỉ là một kỹ năng mà còn là tiêu chuẩn đánh giá tay nghề chuyên sâu. Nếu bạn đang tìm hiểu về cách hàn 6G, thi chứng chỉ hàn 6G quốc tế hoặc lựa chọn máy hàn phù hợp cho tư thế này, việc đầu tư vào kiến thức và luyện tập đúng phương pháp là yếu tố quyết định để làm chủ kỹ thuật hàn 6G một cách bền vững và chuyên nghiệp.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn\


