Tin Tức Mới









Máy hàn điện xỉ áp lực hàn nối đối đầu cốt thép
- Trang chủ
- Tin thị trường
- Máy hàn điện xỉ áp lực hàn nối đối đầu cốt thép
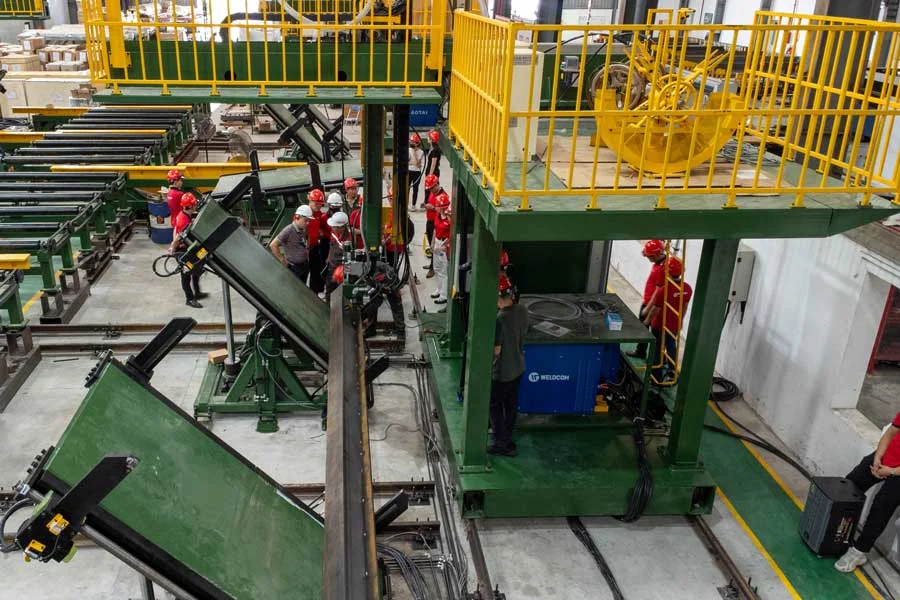
Trong khuôn khổ đề tài “Nghiên cứu ứng dụng công nghệ và thiết kế chế tạo thiết bị hàn điện hàn đối đầu cốt thép trong bê tông nhà cao tầng”, vừa qua Sở KH&CN Hà Nội đã tiến hành thẩm định thiết bị “Máy hàn điện xỉ áp lực hàn nối đối đầu cốt thép EPW – 630”. Thiết bị được ứng dụng để hàn nối cốt thép trong bê tông tại công trình xây dựng Khu nhà ở và văn phòng số 300 Quang Trung, Hà Đông, Hà Nội.
Máy hoạt động theo mô hình như sau : hai đoạn cột thép cần nối được định vị thẳng tâm và đối đầu nhau thông qua má kẹp trên và dưới của một bộ đồ gá hàn.
Đồ gá hàn được thiết kế đặc biệt để có thể điều chỉnh được khoảng cách giữa 2 cây thép đồng thời tại ra lực ép khi kết thúc quá trình hàn. Cây thép phía dưới được nối với cực (-) của máy hàn thông qua 01 kìm hàn, cây thép phía trên cũng được nối với cực (+) của máy hàn thông qua 01 kìm hàn khác. Xung quanh mối nối được bao bọc bằng thuốc hàn nhờ một phễu thuốc.

Với mô hình như vậy, cây thép phía dưới sẽ là vật hàn, cây thép phía trên là l điện cực hàn điện xỉ.
Thuốc hàn lúc này có hai vai trò chính, dưới tác dụng của hồ quang thuốc hàn sẽ bị nóng chảy và tạo thành xỉ lỏng, đồng thời lượng thuốc hàn xung quanh không bị nóng chảy sẽ đóng vai trò như các má trượt bao bọc xung quanh để tạo bể xỉ.
Ở vị trí ban đầu, hai đầu cây thép tiếp xúc với nhau, sau đó nhờ cam điều chỉnh vị trí của đồ gá hàn, hai đầu cây thép tách nhau ra. Lúc này dưới tác dụng của điện áp hàn 40-42V, giữa hai đầu cây thép xây ra hiện tượng phóng hồ quang ở nhiệt độ rất cao sẽ làm nóng chảy toàn bộ bề mặt tiết điện ngang của hai đầu cây thép, đồng thời cũng lám nóng chảy thuốc hàn xung quanh.
Khi lượng thuốc hàn nóng chảy đủ lớn để tạo thành bể xỉ, đồ gá hàn sẽ đẩy cây thép phía trên về phía bể xỉ. Lúc này hồ quang sẽ tắt, điện áp máy hàn giảm xuống 22 - 25V, dòng điện sẽ truyền từ cây thép phía trên xuống cây thép phía dưới thông qua bể xỉ, dòng điện này sẽ đốt nóng bể xỉ, duy trì nó ở nhiệt độ cao và có tính dẫn điện cao.
Nhiệt độ bể xỉ cao hơn nhiệt độ nóng chảy của cây thép. Do vậy, các cây thép sẽ tiếp tục bị nung chảy ở nhiệt độ cao của bể xỉ.
Khi lượng kim loại nóng chảy đủ để liên kết tạo thành mối hàn, ngay lập tức, đồ gá hàn sẽ thực hiện chu trình ép hai đầu cây thép đã nóng chảy với nhau đề tạo thành mới hàn có tiết diện ngang lớn hơn tiết diện của cây thép.
Tuy nhiên mối hàn lúc này được bao bọc bởi bể xỉ có nhiệt độ cao, lại không có quá trình làm mát của các má trượt, do vậy sau khi hàn cần giữ mối hàn nguyên trạng trong một thời gian nhất định để làm nguội và đóng cứng bể xỉ nhằm làm đông đặc và bảo vệ kim loại hàn.
So với các phương pháp nối cột thép truyền thống đang thực hiện (như hàn chồng, buộc chồng), công nghệ hàn nối đối đầu bằng phương pháp hàn điện xỉ áp lực có các ưu điểm nổi bật:
- Trang thiết bị hàn gọn nhẹ, dễ sử dụng, thuận lợi cho việc thao tác tại nhiều vị trí: thẳng đứng, nằm ngang, nằm xiên, trong không gian chật hẹp, rất thuận lợi khi hàn những dầm hoặc trụ thép có nhiều cây cột thép;
- Thời gian hàn ngắn (18 - 40s) nên năng suất lao động tăng;
- Lực ép hai đầu cột thép không cần quá lớn so với hàn đối đầu tiếp xúc, do vậy đồ gá hàn gọn nhẹ, rẻ;
- Dòng điện hàn thấp nên biến thế hàn nhỏ, dễ chế tạo hơn so với hàn điện tiếp xúc;
- Giá thành của thiết bị hàn thấp, tiết kiệm năng lượng điện; chất lượng mối hàn cao (do được bảo vệ trong lớp thuốc hàn nóng chảy), không rỗ, không ngậm xỉ, kim loại mối hàn đồng đều với kim loại cơ bản do không cần kim loại bù;
- Mối hàn được ủ bởi lớp thuốc nên không bị hiện tượng nứt hoặc giảm cơ tính ở vùng ảnh hưởng nhiệt;
- Mối hàn bóng, tạo dáng đẹp;
- Vì cột thép được hàn đồng tâm nên khả năng chịu lực kéo, nén của cây thép tăng, tiết diện mối hàn tại mối nối lớn hơn tiết diện ngang của cây thép nên cơ tính tại mối hàn cũng tăng, khả năng liên kết với bê tông tết hơn;
- Tiết kiệm được cột thép so với hàn chồng hoặc buộc chồng, với các loại thép cây cớ đường kính l~15mm trở lên sẽ tiết kiệm được >4% so với hàn chồng (Chiều dài chồng L=5d), Tiết kiệm >6% so với buộc chồng cây thép lên nhau (L=/5d).
Đây là phương pháp hàn có thiết bị và đồ gá rất gọn nhẹ, linh hoạt, các bước công nghệ đơn giản dễ thực hiện nên phạm vi ứng dụng rất rộng rãi. Máy hàn điện xỉ áp lực hàn nối đối đầu cốt thép EPW – 630 có thể được ứng dụng dùng cho việc hàn nối cốt thép ở nhiều vị trí tại các công trình xây dựng nhà cao tầng, xây dựng cầu, cống, thủy lợi; tạo phôi cho các ngành cơ khí chế tạo máy; hàn nối cột thép có tiết diện mặt cắt ngang bất kỳ như: tròn, ôvan, vuông, tam giác, chữ nhật, hình thoi, hình lục giác v.v. . .
Tin Tức Liên Quan

Hiểm họa khôn lường từ hàn cắt kim loại
(Dân trí) - Sau tiếng nổ vang trời, anh thợ hàn tên Trường bị hất văng gần chục mét rơi xuống đất, tử vong ngay tại chỗ. Đây chỉ là một trong số nhiều sự cố cháy nổ do quá trình hàn kim loại gây nên, ...

Chương trình: "07 ngày dùng thử MAXI 120 - Máy Hàn Cho Mọi Nhà"
THỂ LỆ CHƯƠNG TRÌNH DÙNG THỬ MÁY HÀN MAXI 120 1 . Thời gian đăng ký nhận máy : 20/02/2017 – 20/03/2017 2 . Quyền lợi khách hàng: Dùng thử miến phí sản phẩm trong 07 ngày mà không phải trả bất cứ khoản ...

Hướng dẫn chọn máy hàn theo khả năng làm việc với kim loại và độ dày kim loại cần hàn
Weldcom - Lựa chọn máy hàn theo khả năng làm việc với kim loại và độ dày kim loại cần hàn sẽ giúp tăng năng suất, đảm bảo chất lượng mối hàn và quá trình hoạt động của máy ổn định. 1. Khả năng làm ...

Tổng quan về cấu hình máy cắt LASER FIBER HLF của thương hiệu Yawei
JIANGSU YAWEI được thành lập năm 1956, là công ty top đầu tại Trung Quốc trong lĩnh vực sản xuất thiết bị máy gia công kim loại khổ lớn. Yawei kết hợp với các hãng của Mỹ, Đức, Hà Lan, Nhật Bản không ...

MÁY HÀN LASER VÀ NHỮNG TIÊU CHÍ CẦN THIẾT KHI LỰA CHỌN
Với những ưu điểm nổi bật như độ chính xác, tốc độ hàn cao, nhiệt lượng tỏa ra vật liệu thấp, không gây biến dạng mối hàn, tính ứng dụng cao trong nhiều ngành công nghiệp… công nghệ hàn laser đang trở ...

Nhà máy sản xuất que hàn lớn nhất miền Trung
Theo TTXVN 27/3/2008, tỉnh Quảng Trị mới khởi công xây dựng Nhà máy Sản xuất que hàn Xuyên Á tại cụm công nghiệp - làng nghề Diên Sanh, đây là nhà máy sản xuất que hàn lớn nhất miền Trung. Trên khuôn ...