






TỔNG THẦU DÂY CHUYỀN CÔNG NGHỆ & DỊCH VỤ
Trải qua hơn 20 năm kiến tạo và phát triển, chúng tôi luôn kiên định với triết lý “Giá trị thật” – lấy sự trung thực làm cốt lõi, đặt lợi ích dài hạn của khách hàng làm định hướng cho mọi hành động.
Từ một doanh nghiệp thương mại thuần túy, chúng tôi đã chuyển mình mạnh mẽ thành Nhà Tổng thầu Công nghệ & Dịch vụ, tiên phong trong nghiên cứu, sản xuất và tích hợp các giải pháp kỹ thuật toàn diện – khẳng định vị thế của một thương hiệu Việt trên bản đồ công nghiệp toàn cầu.
trên toàn quốc
quyền, showroom
tại Việt Nam
Trung Quốc & Ấn Độ
công nghệ
sản xuất
Nhà cung cấp chiến lược

























DỰ ÁN VINFAST
NHÀ MÁY SẢN XUẤT Ô TÔ & XE ĐIỆN VINFAST Yêu cầu: thiết kế giải pháp, cung cấp và lắp đặt hoàn thiện toàn bộ trang thiết bị cho xưởng hàn khung xe ...

DỰ ÁN THÀNH TIẾN
Cung cấp và lắp đặt các thiết bị cho dây chuyền gia công kim loại tấm hiện đại Số lượng máy: - Máy chấn CNC Yawei: 4 - Máy đột CNC Yawei: 1 - Máy soi ...

DỰ ÁN ĐẠI DŨNG
Cung cấp và lắp đặt các thiết bị cho dây chuyền kết cấu thép Số lượng máy: - Máy hàn ngang: 2 - Cổng hàn: 1 - Máy cắt Laser Yawei HLG 24240 6KW: 1 ...

DỰ ÁN SBC
Yêu cầu: cung cấp và lắp đặt dây chuyền thiết bị gia công kết cấu thép bao gồm: máy đính gá, máy hàn, máy nắn, máy cắt laser công suất 15KW, tất cả ...

DẤU ẤN CÔNG NGHỆ TỰ ĐỘNG HÓA CỦA WELDCOM TẠI TRIỂN LÃM METAL & WELD 2026
Sau 3 ngày diễn ra triển lãm Metal & Weld Vietnam 2026 tại Cung Văn hóa Hữu nghị Việt Xô, gian hàng Weldcom đã đón tiếp đông đảo khách hàng, đối ...

KHUYẾN MẠI THÁNG 5 | TẬU MÁY HÀN LASER JASIC - RINH QUÀ BẤT NGỜ
Máy hàn laser JASIC đang trở thành lựa chọn được nhiều xưởng gia công và doanh nghiệp sản xuất ưu tiên nhờ khả năng hàn đẹp, tốc độ cao, ít biến dạng ...

WELDCOM TẠI METAL & WELD VIETNAM 2026: Xu hướng tự động hóa & quản lý nhà máy sản xuất thông minh
Từ ngày 14–16/5/2026, tại Triển lãm Metal & Weld Việt Nam 2026, diễn ra ở Cung Văn hóa Hữu nghị Việt Xô, Hà Nội, Weldcom sẽ góp mặt tại gian hàng ...

CỔNG HÀN DH1500 “Made by Weldcom” CHÍNH THỨC XUẤT KHẨU SANG INDONESIA
Ngày 24/04/2026, 3 cổng hàn DH1500-1M-TP2 thuộc thương hiệu Bruco đã hoàn tất nghiệm thu, đóng công và chính thức được vận chuyển tới Indonesia. Sự ...

WELDCOM GÓP MẶT TẠI TRIỂN LÃM QUỐC TẾ SẢN PHẨM NGŨ KIM & DỤNG CỤ CẦM TAY VIỆT NAM 2026
Nối dài chuỗi sự kiện tưng bừng đầu năm 2026, JASIC cùng Weldcom sẽ mang đến gian hàng trải nghiệm các dòng máy hàn và giải pháp công nghệ mới nhất ...

WELDCOM ĐỒNG HÀNH CÙNG ĐẠI LÝ LINH ANH TẠI TRIỂN LÃM VIETBUILD HÀ NỘI 2026
Từ ngày 26/03 đến 30/03/2026, Công ty Cổ phần Công nghiệp Weldcom phối hợp cùng đại lý Linh Anh chính thức tham gia triển lãm Vietbuild Hà Nội 2026. ...

Văn hóa - “trục xương sống” của doanh nghiệp Việt trong kỷ nguyên hội nhập: Từ tầm nhìn quốc gia đến hành động tại Weldcom
“Văn hóa soi đường cho quốc dân đi” - tư tưởng của Hồ Chí Minh không chỉ là một định hướng mang tính lịch sử, mà đến hôm nay vẫn vẹn nguyên giá trị ...

NHẬN NGAY 10 TRIỆU ĐỒNG KHI CHỐT ĐƠN MÁY HÀN LASER JASIC TRONG THÁNG 3
Nhằm đồng hành cùng các doanh nghiệp cơ khí trong giai đoạn tăng tốc sản xuất đầu năm, JASIC triển khai chương trình khuyến mại đặc biệt dành cho ...

WELDCOM GIÀNH GIẢI NHẤT “OUTSTANDING PERFORMANCE” TẠI ABB VALUE PROVIDER AWARDS 2025
Hồ Chí Minh, ngày 28/01/2026, trong khuôn khổSOMAValue Provider Conference, hội nghị cấp khu vực của ABB Value Provider quy tụ các đối tác đến từ Đông ...

BÀI TOÁN TÀI CHÍNH ĐẢO CHIỀU KHI ROBOT HÓA ĐỦ LỚN
Trong nhiều nhà máy kết cấu thép, robot hàn được đầu tư nhưng cấu trúc chi phí gần như không thay đổi: năng suất tăng cục bộ, trong khi biên lợi nhuận ...

JASIC - WELDCOM PHỐI HỢP TỔ CHỨC CHƯƠNG TRÌNH ĐÀO TẠO CHUYÊN SÂU VỀ COBOT
Từ ngày 08/01 đến 10/01/2026, Weldcom phối hợp cùng JASIC tổ chức chương trình đào tạo chuyên sâu về COBOT dành cho đội ngũ kinh doanh và kỹ thuật ...

KHUYẾN MẠI MÁY HÀN LASER JASIC: ĐÓN XUÂN SANG - RỘN RÀNG ƯU ĐÃI
Nhân dịp Xuân mới 2026, Weldcom phối hợp cùng JASIC triển khai chương trình ưu đãi đầu năm dành cho dòng máy hàn laser JASIC, đem đến cơ hội tuyệt vời ...

Robot không đắt: Chi phí lớn nhất nằm ở tư duy triển khai
Tại các doanh nghiệp cơ khí Việt Nam, robot công nghiệp thường được xem là một khoản chi phí đầu tư lớn, thậm chí là một sự mạo hiểm khi đơn hàng chưa ...

Công nghệ tiên phong: Smarobics với Cổng hàn robot & hệ thống gá xoay
Giải pháp đáp ứng yêu cầu sản xuất của các doanh nghiệp cơ khí quy mô lớn Tháng 7/2025, Weldcom đã triển khai và đưa vào vận hành thành công giải pháp ...

WORKSHOP DÀNH CHO ĐẠI LÝ: LẮP ĐẶT & VẬN HÀNH MÁY HÀN LASER
Tiếp nối thành công của Workshop “Lắp đặt & Vận hành máy hàn laser” tổ chức tại TP. Hồ Chí Minh vào tháng 7 năm nay, ngày 20/12/2025 vừa qua, ...

WELDCOM BẮT TAY VỚI HONGLU ĐỘC QUYỀN PHÂN PHỐI GIẢI PHÁP ROBOT HÀN THÔNG MINH TẠI VIỆT NAM
Ngày 12/11/2025, Anhui Honglu Steel Construction Group – tập đoàn sản xuất kết cấu thép hàng đầu Trung Quốc đã ký kết hợp tác chiến lược với Công ty ...

TỪ VIỆT NAM VƯƠN RA THẾ GIỚI – DẤU ẤN NHÀ MÁY XE ĐIỆN VINFAST TẠI INDONESIA
Ngày hôm qua, 15/12/2025 ngành công nghiệp sản xuất khu vực và thế giới ghi nhận một dấu mốc đáng chú ý: VinFast chính thức khánh thành nhà máy sản ...

ƯU ĐÃI MÁY HÀN LASER JASIC: ĐÓN GIÁNG SINH - QUÀ LINH ĐÌNH
Tháng 12 khởi động mùa lễ hội rộn ràng, Weldcom mang đến chương trình khuyến mại đặc biệt dành cho khách hàng lựa chọn các dòng máy hàn laser JASIC. ...

WELDCOM THAM GIA TRIỂN LÃM CÙNG HASI
"Triển lãm - Diễn đàn về Công nghiệp hỗ trợ và Hội nghị kết nối cung cầu chuỗi cung ứng 2025" , hứa hẹn trở thành cầu kết nối quan trọng, góp phần ...

WELDCOM TRÌNH LÀNG LOẠT CÔNG NGHỆ MỚI TẠI TRIỂN LÃM META&WELD 2025
Từ ngày 27 đến 29/11/2025, Weldcom chính thức góp mặt tại META&WELD - Triển lãm quốc tế công nghệ hàn cắt gia công kim loại lần thứ 16, được tổ ...

WELDCOM - VIMOX 2025: Sẵn sàng chuyển mình cùng ngành Hàng hải - Đóng tàu Việt Nam
Từ ngày 19/11 đến 21/11/2025, VIMOX 2025 – Triển lãm Quốc tế ngành Hàng hải - Đóng tàu tại Việt Nam diễn ra tại trung tâm ADORA, Hồ Chí Minh. Sự kiện ...

VIMOX 2025 - Điểm dừng chân tiếp theo của Weldcom
Triển lãm Quốc tế ngành Hàng hải - Đóng tàu tại Việt Nam - Vietnam International Marine & Offshore Expo (VIMOX 2025) là một trong những triển lãm ...

COBOT – Giải pháp ROBOT CỘNG TÁC LINH HOẠT
Trong quá trình chuyển đổi sang sản xuất tự động, robot công nghiệp luôn đóng vai trò chủ lực — đặc biệt trong các dây chuyền quy mô lớn, yêu cầu độ ...

Từ thiết bị đến dây chuyền sản xuất kết cấu thép thông minh – Weldcom tiên phong xu hướng tự động hóa toàn diện
Với khát vọng chinh phục những tiêu chuẩn quốc tế, Weldcom – tổng thầu dây chuyền công nghệ và dịch vụ lĩnh vực kết cấu thép không ngừng đổi mới, tiên ...

Khám phá Công nghệ hàn Tandem ICE ESAB tiên tiến được tích hợp trên cổng hàn DH1500 Bruco
Công nghệ Tandem ICE của ESAB đang tạo nên bước nhảy vọt trong năng suất và chất lượng hàn hồ quang chìm. Khi được Weldcom tích hợp trên cổng hàn ...

TƯNG BỪNG KHUYẾN MẠI MÁY HÀN LASER JASIC THÁNG 10
⏰ Thời gian áp dụng: Từ 08/10 đến 31/10/2025 📍 Áp dụng cho dòng máy: LS-15000F, LS-20000F, LS-30000D 👥 Đối tượng: Tất cả khách hàng mua máy hàn laser ...

LỜI CẢM ƠN & TRAO THƯỞNG CUỘC THI ẢNH "KHI TÔI 20s"
Anh/chị em Weldcomers thân mến, Trong những ngày vừa qua, Ban Tổ Chức "Khi tôi 20s" đã vô cùng xúc động khi nhận được rất nhiều bài viết, hình ảnh và ...

KHUYẾN MẠI MÁY HÀN LASER JASIC: SINH NHẬT 20 - NHẬN NGAY QUÀ HỜI
Tưng bừng chào đón lễ kỷ niệm 20 năm thành lập Công ty Cổ phần Công nghiệp Weldcom, chúng tôi vui mừng mang đến chương trình ưu đãi vô cùng hấp dẫn ...

WELDCOM TỰ HÀO LẦN ĐẦU TIÊN GÓP MẶT TẠI FABTECH CHICAGO 2025
TỪ VIỆT NAM ĐẾN CHICAGO – BƯỚC CHÂN VƯƠN TẦM QUỐC TẾ Năm 2025 đánh dấu cột mốc đặc biệt trong hành trình 20 năm phát triển của Weldcom khi lần đầu ...

SĂN DEAL HOT - CHỐT GIÁ HỜI CÙNG MÁY HÀN LASER JASIC
Tháng 8 này, Weldcom triển khai chương trình khuyến mại đặc biệt dành cho khách hàng mua máy hàn laser JASIC . Đây là cơ hội để nâng cấp thiết bị hàn ...

KHUYẾN MẠI MÁY HÀN LASER JASIC: CHỐT ĐƠN CÀNG NHIỀU - QUÀ TẶNG CÀNG LỚN
Từ ngày 05/07 đến 31/07/2025 , Weldcom triển khai chương trình khuyến mại đặc biệt dành cho các dòng máy hàn laser JASIC cao cấp, mang đến cơ hội nhận ...

ĐẠI LÝ WELDCOM HÀO HỨNG TRONG WORKSHOP "LẮP ĐẶT & VẬN HÀNH MÁY HÀN LASER JASIC"
Ngày 04/07/2025, Weldcom đã tổ chức thành công Workshop “Lắp đặt & Vận hành máy hàn laser JASIC” tại Trung tâm R&D Bình Dương. Sự kiện thu hút ...

DÂY CHUYỀN ĐÍNH - HÀN DẦM TỰ ĐỘNG FULL V-0820 BRUCO
Trong sản xuất kết cấu thép hiện đại, việc tự động hóa các công đoạn đính – gá – hàn dầm H/I không chỉ giúp nâng cao năng suất mà còn là điều kiện ...

VHF 2025 | SỨC HÚT TỪ MÁY HÀN LASER JASIC VÀ DỤNG CỤ CẦM TAY DCK TẠI GIAN HÀNG WELDCOM
📍 Triển lãm Quốc tế Sản phẩm Ngũ kim Việt Nam VHF 2025 📅 Từ ngày 04/06 đến 06/06/2025 Là một trong những điểm nhấn nổi bật tại VHF 2025, gian hàng ...

CÓ GÌ TẠI GIAN HÀNG WELDCOM – TRIỂN LÃM VHF 2025
Từ ngày 04/06 đến hết 06/06/2025, Weldcom sẽ có mặt tại gian hàng G02, Sảnh B, Trung tâm Hội Nghị & Triển lãm Sài Gòn trong khuôn khổ Triển lãm ...

Giải pháp Robot Hàn Hoàn thiện Weldcom – Bước tiến công nghệ tại nhà máy Kết cấu thép Hải Long
Trong lĩnh vực sản xuất kết cấu thép, chất lượng mối hàn quyết định độ bền và an toàn công trình, việc đầu tư vào robot hàn không chỉ là bước đi theo ...

ƯU ĐÃI HÈ SIÊU HOT CÙNG WELDCOM
Mùa hè này, Weldcom mang đến chương trình khuyến mãi kép vô cùng hấp dẫn tri ân quý khách hàng. 🎁 Ưu đãi 1: SĂN VOUCHER – ĐÓN HÈ RỰC RỠ Từ ngày 05/05 ...

KHUYẾN MẠI HÀN LASER JASIC: MÁY VỀ XƯỞNG - QUÀ VỀ TAY
Từ 19/05 đến 30/06/2025, khi chốt đơn máy hàn laser JASIC, khách hàng sẽ rinh về bộ quà tặng hấp dẫn từ Weldcom. CÁC MẪU MÁY ĐƯỢC ÁP DỤNG ƯU ĐÃI: ...

PRE ORDER – NHẬN NGAY COMBO ƯU ĐÃI SIÊU HẤP DẪN KHI ĐẶT MUA MÁY DNS
Chào hè sôi động cùng Weldcom với chương trình “PRE-ORDER – NHẬN NGAY COMBO ƯU ĐÃI SIÊU HẤP DẪN" dành riêng cho khách hàng đặt trước máy Lynx 2100LB ...

KHUYẾN MẠI: MUA MÁY HÀN LASER JASIC NHẬN QUÀ 10 TRIỆU
Từ ngày 05/04 đến hết 10/05/2025, khi chốt đơn máy hàn laser JASIC , quý khách hàng sẽ nhận ngay combo quà tặng hấp dẫn trị giá 10 triệu đồng gồm lăng ...

Ưu đãi hè siêu hot cùng Weldcom: Săn voucher - Đón hè rực rỡ!
Mùa hè này, Weldcom mang đến chương trình khuyến mãi hấp dẫn "Săn Voucher - Đón Hè Rực Rỡ" dành riêng cho khách hàng yêu thích các sản phẩm máy hàn ...

GBH6000TA3 – GIẢI PHÁP HÀN THÔNG MINH CHO KẾT CẤU THÉP HẠNG NẶNG
Trong bối cảnh ngành kết cấu thép ngày càng phát triển với yêu cầu kỹ thuật ngày càng cao, việc đầu tư một thiết bị hàn có năng lực thực sự “đủ tầm” ...

WELDCOM & ĐỨC MẠNH STEEL: HIỆN ĐẠI HÓA DÂY CHUYỀN SẢN XUẤT
Hà Nội, ngày 18/04/2025 – Công ty Cổ phần Công nghiệp Weldcom đã ký kết hợp đồng cung cấp máy cắt laser đa chức năng BRUCO 28035R công suất 30kW cùng ...

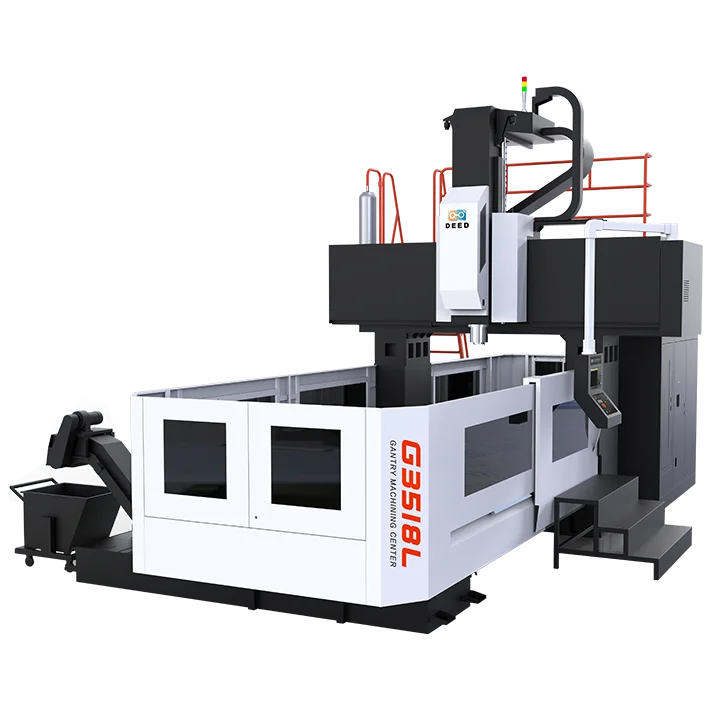
TOP 3 THIẾT BỊ SẢN XUẤT KẾT CẤU THÉP THÔNG MINH & ĐA NĂNG CẦN ĐẦU TƯ TRONG NHÀ MÁY
Trong ngành sản xuất kết cấu thép, việc đầu tư thiết bị là chìa khóa giúp doanh nghiệp tối ưu chi phí, nâng cao năng suất và đảm bảo chất lượng sản ...

BWH15-S2W BRUCO – GIẢI PHÁP HÀN NGANG THÔNG MINH, TỐI ƯU HIỆU SUẤT CHO NGÀNH KẾT CẤU THÉP
Trong ngành kết cấu thép, yêu cầu về năng suất, độ chính xác và chi phí sản xuất ngày càng cao. Việc tìm kiếm một giải pháp hàn tự động có thể đáp ứng ...

CHỦ TỊCH TẬP ĐOÀN JASIC THĂM VIỆT NAM, KHẲNG ĐỊNH HỢP TÁC CHIẾN LƯỢC CÙNG WELDCOM
Từ ngày 10/03 đến 12/03/2025, Chủ tịch Tập đoàn JASIC, ông Pan Lei, đã có chuyến thăm và làm việc tại Việt Nam cùng đối tác chiến lược Weldcom . ...

KHUYẾN MẠI MÁY HÀN LASER JASIC: TẬU MÁY MỚI - NHẬN QUÀ HỜI
Từ ngày 05/03 đến hết 31/03/2025, khi chốt đơn máy hàn laser JASIC , quý khách hàng sẽ nhận ngay combo quà tặng hấp dẫn gồm: 01 thân máy mài góc DCK ...

KHUYẾN MẠI NHÂN DỊP RA MẮT MÁY HÀN CHỐNG GIẬT JASIC ARC 250V
Máy hàn chống giật JASIC ARC 250V – An toàn tuyệt đối, hiệu suất vượt trội JASIC ARC 250V chính thức có mặt tại Việt Nam với mức giá chỉ 6.250.000Đ . ...

THỊ TRƯỜNG THÉP BIẾN ĐỘNG: CƠ HỘI HAY THÁCH THỨC CHO NGÀNH KẾT CẤU THÉP?
1. Quyết định mới tác động ra sao đến thị trường thép? Ngày 21/02/2025, Bộ Công Thương ban hành Quyết định số 460/QĐ-BCT về việc áp thuế chống bán phá ...

CỤM MỎ HÀN THÔNG MINH TRÊN CỔNG HÀN HN0630-S3F CÓ GÌ ĐẶC BIỆT?
Trong ngành sản xuất kết cấu thép hiện đại, việc tối ưu hóa quy trình hàn không chỉ giúp nâng cao năng suất mà còn đảm bảo chất lượng mối hàn – yếu tố ...

WELDCOM TRỞ THÀNH ABB VALUE PROVIDER – NÂNG TẦM TỰ ĐỘNG HÓA VÀ ROBOT CÔNG NGHIỆP TẠI VIỆT NAM
Chiều ngày 18/2/2025, tại trụ sở chính Weldcom (Hà Nội), Công ty Cổ phần Weldcom và Tập đoàn ABB đã chính thức ký kết thỏa thuận Authorized Value ...

SIÊU HỘI ƯU ĐÃI TẾT ẤT TỴ 2025: TÂN XUÂN PHÁT LỘC – MUA SẮM PHÁT TÀI
Hòa chung không khí tưng bừng của năm mới Ất Tỵ 2025, Công ty Cổ phần Công nghiệp Weldcom vui mừng đem đến chuỗi ưu đãi Tết bất tận nằm trong chương ...

THÔNG MINH & ĐA NĂNG | CỔNG HÀN HN0630-S3F BRUCO CÓ GÌ ĐẶC BIỆT?
Cổng hàn HN0630-S3F BRUCO thiết kế hiện đại, đa năng, thông minh . Được xây dựng trên nền tảng công nghệ CNC tiên tiến, cổng hàn này không chỉ đảm bảo ...

CỔNG HÀN HN0630- S3F BRUCO: CỘT MỐC MỚI TRÊN HÀNH TRÌNH VƯƠN RA TOÀN CẦU CỦA WELDCOM
Ngày 19/1/2025, cổng hàn Bruco HN0630-S3F xuất khẩu sang thị trường Ấn Độ đã hoàn tất quá trình lắp đặt, chuyển giao công nghệ và được khách hàng ...

MÁY HÀN LASER JASIC BÙNG NỔ ƯU ĐÃI: TẬU MÁY ĐẦU XUÂN - GIÁ MỚI HẤP DẪN – QUÀ TẶNG BẤT TẬN
Chào đón năm mới Ất Tỵ 2025, Công ty Cổ phần Công nghiệp Weldcom trân trọng gửi đến Quý khách hàng chương trình khuyến mại "TẬU MÁY ĐẦU XUÂN " dành ...

NƠI KHỞI NGUỒN CỦA MÁY CẮT CẮT ỐNG BRUCO
Tháng 6/2024, Weldcom chính thức giới thiệu máy cắt ống Bruco đến cộng đồng gia công cơ khí tại thị trường Việt Nam. Dù là dòng sản phẩm mới, Bruco ...

Hành trình hợp tác chiến lược giữa Yawei và KUKA: Định hình tương lai tự động hóa ngành gia công kim loại
Từ một bước khởi đầu liên doanh năm 2014 đến quan hệ đối tác toàn diện vào năm 2024, sự hợp tác giữa Yawei và KUKA đã trở thành hình mẫu trong lĩnh ...

SIÊU HỘI ƯU ĐÃI CUỐI NĂM: VUI GIÁNG SINH - RINH QUÀ CỰC ĐỈNH
Mùa lễ hội đã gõ cửa, Công ty Cổ phần Công nghiệp Weldcom trân trọng gửi đến Quý khách hàng chương trình ưu đãi cuối năm “Vui Giáng Sinh - Rinh Quà ...

LỄ XUẤT KHẨU CỔNG HÀN THÔNG MINH BRUCO HN0630-S3F SANG THỊ TRƯỜNG ẤN ĐỘ
Chiều 28/11, lễ xuất khẩu Cổng hàn thông minh HN0630-S3F Bruco sang thị trường Ấn Độ đã long trọng diễn ra tại nhà máy Weldcom Hưng Yên, đánh dấu bước ...

KHUYẾN MẠI: NHẬN NGAY COMBO DCK TRỊ GIÁ 20 TRIỆU ĐỒNG KHI MUA MÁY HÀN LASER JASIC TRONG THÁNG 11
Tận hưởng ưu đãi lớn nhất trong năm dành riêng cho các khách hàng có nhu cầu sở hữu Máy hàn laser JASIC với chương trình “MUA HÀNG - RINH NGAY 20 ...

WELDCOM VIẾT TIẾP HÀNH TRÌNH CHINH PHỤC THỊ TRƯỜNG KẾT CẤU THÉP ẤN ĐỘ
Từ ngày 22-24/10/2024, Weldcom đã tham dự triển lãm Quốc tế Steel Construction Expo 2024 tại Mumbai, Ấn Độ. Trong hành trình mở rộng thị trường và ...

WELDCOM THAM DỰ STEEL CONSTRUCTION EXPO 2024 (ẤN ĐỘ)
Ấn Độ - quốc gia đang khẳng định vị thế trên trường quốc tế với sự tăng trưởng kinh tế vượt bậc từ đứng thứ 10 thế giới (2014), lên vị trí thứ 5 thế ...

WELDCOM ĐƯA MÁY HÀN LASER JASIC VÀ DCCT DCK ĐẾN TRIỂN LÃM CÔNG NGHIỆP CHỦ LỰC HÀ NỘI 2024
Từ ngày 16 - 18/10, Weldcom sẽ có mặt tại triển lãm Công nghiệp chủ lực TP Hà Nội năm 2024 với sự xuất hiện của máy hàn laser Jasic và loạt dụng cụ ...

KHUYẾN MẠI: NHẬN NGAY 20 TRIỆU ĐỒNG KHI MUA MÁY HÀN LASER JASIC
Ưu đãi nằm trong chương trình " MUA HÀN LASER - NHẬN NGAY QUÀ HỜI " của Weldcom. Đây sẽ là cơ hội tuyệt vời để cộng đồng cơ khí trong nước có thể sở ...

HƯỚNG DẪN XỬ LÝ MÁY KẾT CẤU THÉP BỊ NGẬP NƯỚC
Máy phun bi và máy đính gá là hai máy kết cấu thép, thuộc dòng máy lớn. Vấn đề ngập nước là vấn đề rất khó xảy ra. Nhưng thực tế vấn đề đó đang có ...

TƯNG BỪNG KHUYẾN MẠI MỪNG WELDCOM 19 TUỔI
Đón chào kỷ niệm 19 năm thành lập, Weldcom xin gửi đến quý khách hàng chương trình ưu đãi đặc biệt “SINH NHẬT VÀNG – NGÀN QUÀ TẶNG”, diễn ra từ ngày ...

LÝ DO LỰA CHỌN BRUCO LÀM ĐƠN VỊ TỔNG THẦU TRONG KẾT CẤU THÉP
Bruco là thương hiệu hàng đầu trong lĩnh vực kết cấu thép tại Việt Nam. Khẳng định vị thế của một đơn vị Tổng thầu Công nghệ và Dịch vụ uy tín, chúng ...

WELDCOM, NGÃI CẦU VÀ DẤU ẤN ĐẬM NÉT TRÊN HÀNH TRÌNH 1O NĂM HỢP TÁC TOÀN DIỆN
Năm 2024 ghi dấu ấn thành công vượt bậc của Công ty CP Đầu tư Xây dựng & Thương Mại Ngãi Cầu (cơ khí Ngãi Cầu) khi là một trong những doanh nghiệp ...

WELDCOM & TPT STEEL KÝ KẾT HỢP ĐỒNG CUNG CẤP DÂY CHUYỀN KẾT CẤU THÉP
Ngày 16/8/2024, Tâm Phúc Thành (TPT Steel) và Weldcom chính thức có thêm một cột mốc quan mới trong hành trình phát triển của mình bằng lễ ký kết hợp ...

Khuyến mãi tưng bừng, mừng khai trương DCK Xuân Minh Quảng Bình
Ngày 2/8/2024, Showroom DCK Xuân Minh tại 190A Lê Lợi, thành phố Đồng Hới, Quảng Bình sẽ chính thức đi vào hoạt động. Đây là Showroom DCK đầu tiên tại ...

KHUYẾN MẠI: MUA MÁY HÀN LASER JASIC - RINH COMBO QUÀ TẶNG BẤT NGỜ
Khuyến mại nằm trong chương trình "Hè rực rỡ - Sale hết cỡ" và áp dụng cho toàn bộ khách hàng thuộc hệ thống đại lý và điểm bán chính thức của ...

KHUYẾN MẠI JASIC JET20: MUA SẢN PHẨM MỚI - NHẬN NGAY DEAL HỜI
Khuyến mại diễn ra từ ngày 08/07 đến hết 31/08 và áp dụng cho toàn bộ khách hàng tại tất cả các Điểm bán, Đại lý nhượng quyền , Đại lý hợp tác thương ...
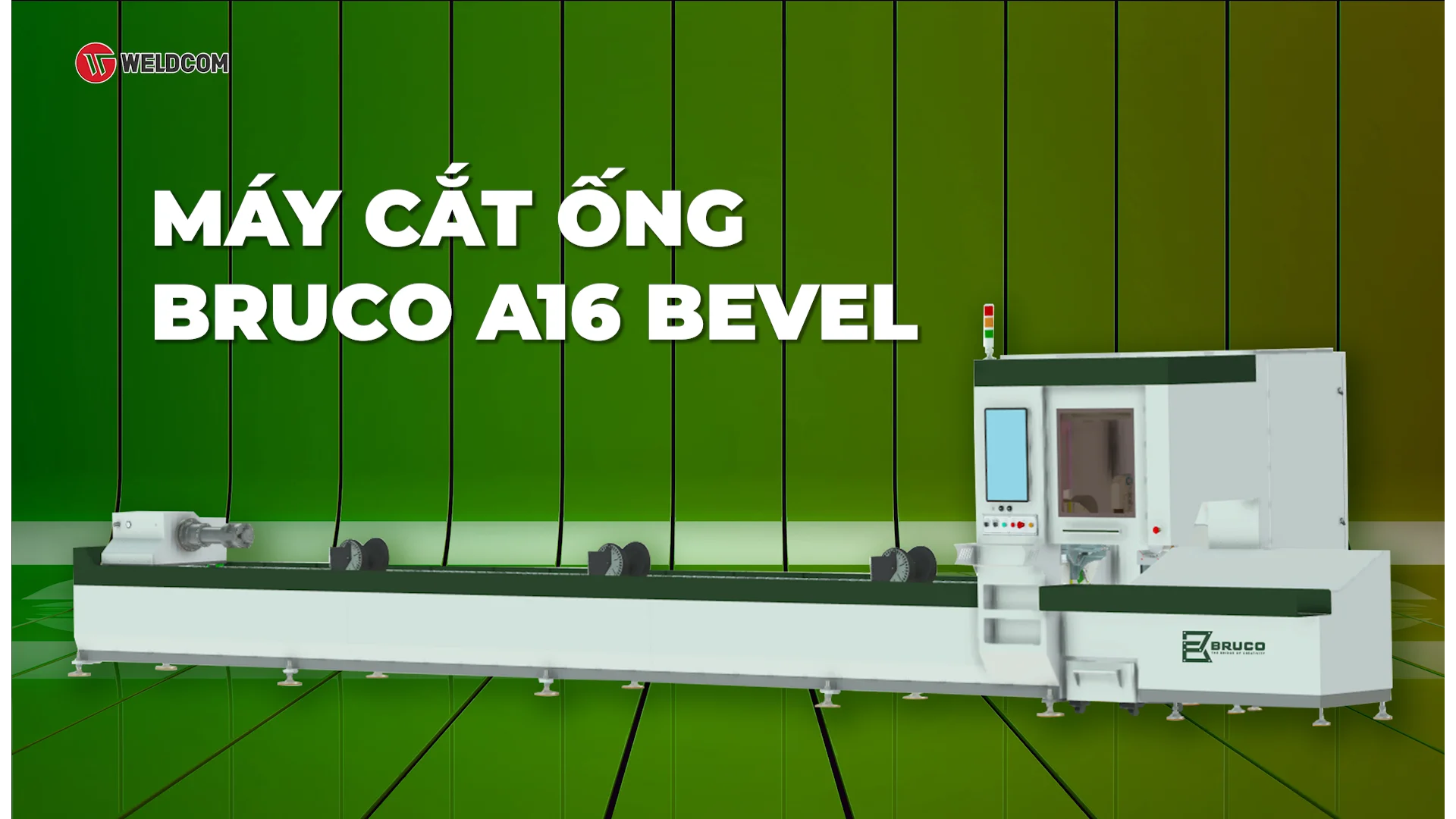
KHÁM PHÁ NHỮNG ƯU ĐIỂM TRÊN MÁY CẮT ỐNG BRUCO A16 DÒNG BEVEL
Nhu cầu sử dụng máy cắt ống bevel trên thị trường ngày càng tăng cao, đặc biệt trong ngành nội thất. Máy cắt ống bevel với khả năng cắt vát giúp gia ...

SIÊU COMBO - GIÁ SIÊU HỜI
Nếu bạn đến từ 1 doanh nghiệp sản xuất, gia công nội thất kim loại, thép hình, thép mỹ thuật…. phục vụ nhu cầu trong nước và xuất khẩu đang cần phải ...

KHUYẾN MẠI: MUA MÁY HÀN LASER JASIC – NHẬN QUÀ THỎA THÍCH
Từ ngày 10/06 đến 10/07/2024, Weldcom sẽ chiêu đãi quý khách hàng với chương trình khuyến mãi đặc biệt dành áp dụng riêng với các sản phẩm máy hàn ...

LẦN ĐẦU RA MẮT: MÁY CẮT THÉP HÌNH BRUCO LPC80-B5 CÓ GÌ ĐẶC BIỆT?
Lần đầu ra mắt tại triển lãm Quốc tế VietBuild Hà Nội cuối tháng 5 này, máy cắt ống laser năm trục LPC 80-B5 Bruco được kế thừa những ưu điểm nhỏ gọn, ...

KHUYẾN MẠI: SIÊU SALE CHÀO HÈ
Đón hè rực rỡ, Weldcom vui mừng đem đến chương trình khuyến mại hấp dẫn, áp dụng cho tất cả các khách hàng cuối. Từ ngày 02/05 đến hết 31/05/2024, ...

WELDCOM LẦN ĐẦU THAM DỰ TRIỂN LÃM EMA VIỆT NAM 2024
Từ ngày 08/05 - 10/05/2024, Weldcom sẽ góp mặt tại gian hàng 167, 170 triển lãm EMA Việt Nam 2024, Trung tâm Triển lãm Thành phố mới Bình Dương (WTC ...

04/05 - KHAI TRƯƠNG CỬA HÀNG WELDCOM THẠCH ANH NAM ĐỊNH
Ngày 04/05/2024, Cửa hàng Weldcom Thạch Anh Nam Định sẽ chính thức đi vào hoạt động, hứa hẹn trở thành địa chỉ bỏ túi đáng tin cậy, nơi cung cấp các ...

5/5 - SHOWROOM DCK ĐẦU TIÊN TẠI VIỆT NAM CHÍNH THỨC KHAI TRƯƠNG
Ngày 5/5 tới đây, showroom DCK Linh Anh sẽ chính thức khai trương tại địa chỉ: Số 2 Lý Thánh Tông, Kiên Thành, TT Trâu Quỳ, Gia Lâm, Hà Nội. DCK có ưu ...

GIỚI THIỆU MÁY CẮT THÉP HÌNH LASER BRUCO LPC80-B4
Máy cắt ống laser 4 trục LPC 80-B4 của Bruco là một giải pháp cắt các ống vừa và nhỏ (đường kính 6-80mm) một cách chính xác và hiệu quả, phù hợp với ...
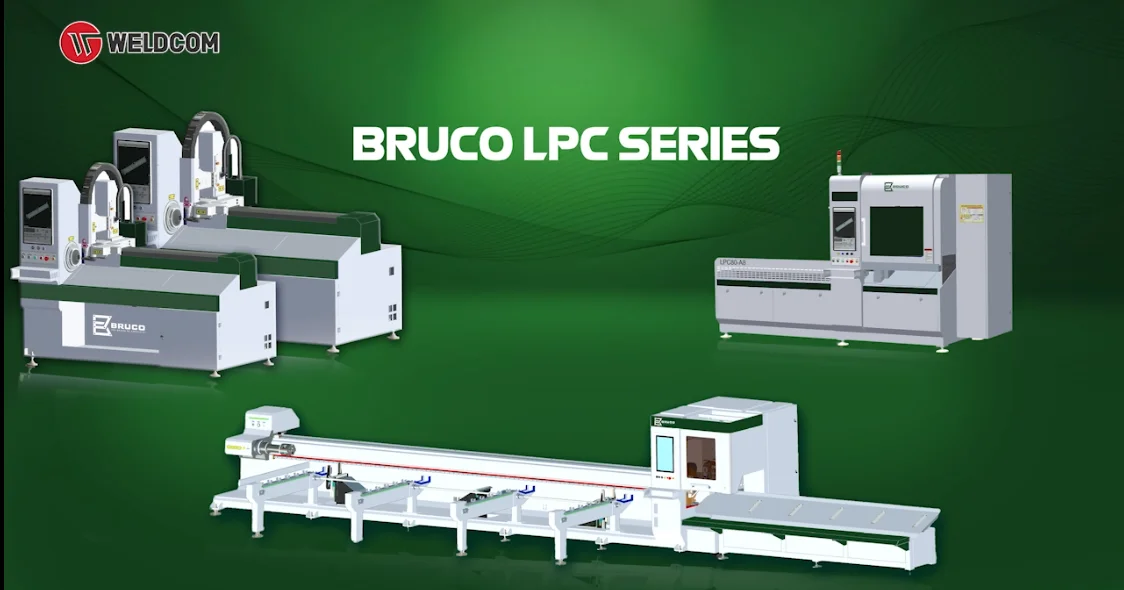
GIỚI THIỆU MÁY CẮT THÉP HÌNH LASER BRUCO LPC SERIES
Việc ứng dụng giải pháp cắt thép hình, thép hộp bằng công nghệ laser đang trở thành xu hướng trong bối cảnh nhu cầu chế tạo, sản xuất cấu kiện kim ...

CƠ KHÍ NGÃI CẦU CÁN ĐÍCH SỚM TRONG DỰ ÁN ĐƯỜNG DÂY 500KV MẠCH 3
Ngày 25/4, Phó Thủ tướng Chính phủ Trần Hồng Hà đã trực tiếp kiểm tra một số doanh nghiệp đang sản xuất, cung cấp, lắp đặt cột điện thuộc các gói thầu ...

MÁY HÀN LASER JASIC GIÁ MỚI CỰC TỐT, CHỐT ĐƠN RINH QUÀ
Từ ngày 17/04 đến hết 31/05/2024, Weldcom mang đến chương trình ưu đãi “MUA SẮM LIỀN TAY – NHẬN NGAY QUÀ KHỦNG” dành riêng cho bộ ba máy hàn laser ...

Đánh thức tiềm năng ngành sản xuất phụ tùng ô tô và điện tử Việt Nam
Hội thảo Quốc tế ASEAN Gia công hiệu suất cao 2024, chủ đề Phụ tùng ô tô, điện tử và tự động hóa lắp ráp diễn ra tại Hà Nội trong 2 ngày 12-13/3/2024. ...

CÓ GÌ TẠI GIAN HÀNG WELDCOM - TRIỂN LÃM QUỐC TẾ VIETBUILD THÁNG 03/2024?
Từ ngày 20/03 đến hết 24/03/2024, Weldcom sẽ có mặt tại gian hàng số 1498, 1499, 1504, 1505, 1510 Triển lãm Quốc Tế Vietbuild, Cung Triển lãm Kiến ...

ROBOT GẮP - XU HƯỚNG ĐẦU TƯ NGÀNH CÔNG NGHIỆP HỖ TRỢ VIỆT NAM
Xu hướng dịch chuyển nhà máy sản xuất bán dẫn sang Việt Nam trong những năm gần đây thúc đẩy nhu cầu robot, dây chuyền tự động hóa tăng mạnh, đặc biệt ...

RA MẮT CỬA HÀNG ĐẦU TIÊN TẠI PHÚ THỌ: WELDCOM PMC PHÚ THỌ
Ngày 10/03/2024, Weldcom PMC Phú Thọ chính thức đi vào hoạt động tại Số 26, đường Hùng Vương, xã Hà Lộc, thị xã Phú Thọ. Đây là kết quả của lần bắt ...
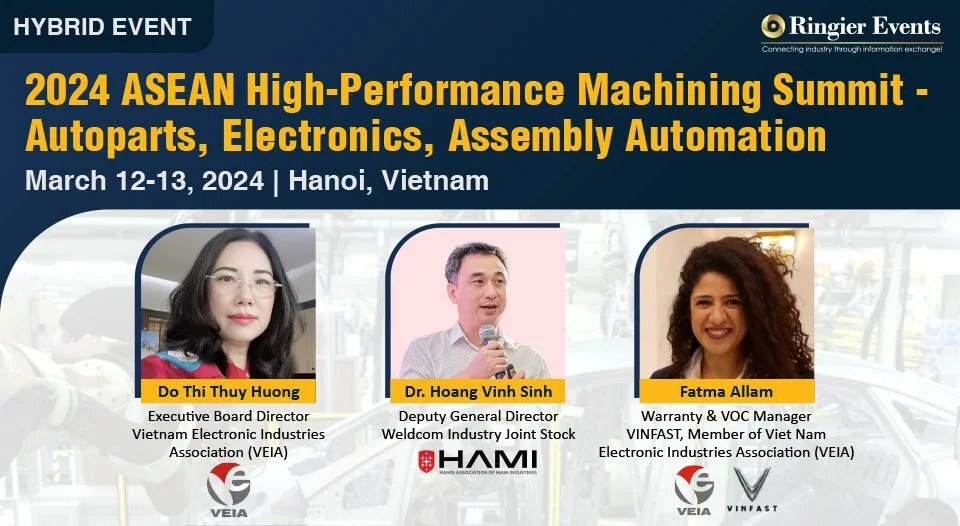
WELDCOM THAM DỰ HỘI NGHỊ THƯỢNG ĐỈNH GIA CÔNG HIỆU SUẤT CAO ASEAN 2024
Hội nghị Thượng Đỉnh Gia Công Hiệu Suất Cao ASEAN 2024, chủ đề Phụ tùng Ô tô, Điện tử và Tự động hóa lắp ráp sẽ diễn ra vào ngày 12-13/3 tại Khách sạn ...

TẬU MÁY RƯỚC LỘC: MÁY HÀN LASER JASIC GIẢM GIÁ SÂU, KHUYẾN MẠI TỐT
Chào xuân Giáp Thìn 2024, Weldcom đem đến chương trình khuyến mại "TẬU MÁY RƯỚC LỘC" và chính sách giá mới dành cho tất cả các dòng máy hàn laser ...

KHÔNG KHÍ XUÂN TẠI WELDCOM 3 MIỀN
Những ngày gần đây, người Weldcom khắp nơi đang làm việc trong không gian tràn ngập hương vị Tết. Hãy cùng đi 1 vòng từ bắc tới nam để xem Weldcomers ...

THÔNG BÁO NGHỈ TẾT NGUYÊN ĐÁN GIÁP THÌN 2024
Kính gửi Quý khách hàng & Quý đối tác, Công ty Cổ phần Công nghiệp Weldcom trân trọng thông báo về lịch nghỉ Tết Nguyên đán 2024 như sau: Thời ...

WELDCOM SỞ HỮU NHỮNG LỢI THẾ NÀO KHI PHÂN PHỐI SẢN PHẨM DCK?
Sở hữu dải sản phẩm rộng, giá thành hợp lý và chính sách hỗ trợ hấp dẫn, DCK cùng slogan Đẹp – Chất – Khoẻ đã và đang có những bước thâm nhập mạnh mẽ ...

ƯU ĐÃI ĐẦU NĂM: ĐÓN XUÂN VỀ NHÀ - SĂN QUÀ WELDCOM
Chào đón năm mới Giáp Thìn 2024, Công ty Cổ phần Công nghiệp Weldcom trân trọng gửi đến Quý khách hàng chương trình khuyến mại "Đón xuân về nhà - Săn ...

NHÌN LẠI HÀNH TRÌNH LẦN ĐẦU WELDCOM ĐẶT CHÂN ĐẾN ẤN ĐỘ
Ấn Độ được ví như một con voi khổng lồ, rất khó dịch chuyển nhưng một khi cử động sẽ gây ảnh hưởng lớn. Khi kinh tế toàn cầu đang suy thoái thì Ấn ...

HỘI NGHỊ ĐẠI LÝ WELDCOM 2023: SỨC MẠNH NỘI TẠI CỦA KHỐI ĐOÀN KẾT WELDCOM – CÁC NHÀ CUNG CẤP – HỆ THỐNG ĐẠI LÝ
Ngày 15/12/2023 vừa qua, Hội nghị đại lý Weldcom 2023 đã được tổ chức long trọng tại một trong những điểm đến 5 sao đẹp và đẳng cấp bậc nhất eo biển ...

THÔNG BÁO LỊCH NGHỈ TẾT DƯƠNG LỊCH 2024
Kính gửi Quý khách hàng, Quý đối tác, Công ty Cổ phần Công nghiệp Weldcom xin trân trọng thông báo về thời gian nghỉ Tết Dương lịch 2024 như sau: Thời ...

WELDCOM CHÍNH THỨC PHÂN PHỐI DỤNG CỤ CẦM TAY DCK
Weldcom trưởng thành ở tuổi 18 đánh dấu chặng đường gần 2 thập kỷ được khách hàng tin tưởng và ủng hộ chính bởi triết lý kinh doanh theo “Giá trị ...

KÝ KẾT BIÊN BẢN ĐỐI TÁC CHÍNH CÙNG DOANH NGHIỆP CƠ KHÍ XÂY DỰNG TẠI ẤN ĐỘ
Ngày 11/12/2023, trong khuôn khổ chuyến công tác tại Ấn Độ, đại diện Công ty CP Công nghiệp Weldcom đã đến thăm và làm việc cùng đối tác tại đây và ký ...

WELDCOM - ĐẠI DŨNG THAM DỰ TRIỂN LÃM XÂY DỰNG - KẾT CẤU THÉP TẠI ẤN ĐỘ
Từ ngày 13/12 - 15/12, Công ty CP Công nghiệp Weldcom và Tập đoàn Đại Dũng đồng hành tại triển lãm Quốc tế Steel Construction Expo 2023 (Mumbai, Ấn ...

WELDCOM TUYỂN ĐẠI LÝ PHÂN PHỐI DỤNG CỤ CẦM TAY - MÁY HÀN CẮT [T12/2023]
Trong năm 2023, thị trường cơ khí Việt Nam tiếp tục đạt tốc độ phát triển đáng chú ý. Dữ liệu từ Tổng Cục Thống kê cho thấy, quý 1/2023, kim ngạch ...

GIẢI PHÁP TỰ ĐỘNG HÓA BRUCO - XU HƯỚNG HÀN HOÀN THIỆN TRONG KẾT CẤU THÉP
Nối tiếp thành công sự kiện “Ngày Công nghệ 2023”, giải pháp robot hàn gân tăng cứng Bruco tiếp tục được Weldcom giới thiệu tới khách hàng phía Nam ...

ƯU ĐÃI CỰC SỐC TẠI TRIỂN LÃM QUỐC TẾ VIETBULD HÀ NỘI THÁNG 12
Từ ngày 29/11 đến hết 3/12, ghé ngay gian hàng Weldcom tại khu B và khu A1, Triển lãm quốc tế Vietbuild Hà Nội để tận hưởng cơn lốc ưu đãi hấp dẫn ...
WELDCOM VÀ NHỮNG ĐIỂM NHẤN TẠI VIMF 2023
Mở đầu chuỗi sự kiện của tháng, từ ngày 08 – 10/11, Weldcom đã tham dự triển lãm VIMF 2023 và mang đến các sản phẩm, giải pháp vượt trội cùng những tư ...

WELDCOM GÓP MẶT TẠI TRIỂN LÃM QUỐC TẾ LẦN THỨ 4 VỀ CÔNG NGHIỆP HỖ TRỢ & CHẾ BIẾN CHẾ TẠO VIỆT NAM - VIMEXPO 2023
Phát triển công nghiệp hỗ trợ là một trong những mục tiêu chiến lược của Việt Nam khi mong muốn theo kịp các nước trong khu vực và thu hút nhiều hơn ...

WELDCOM THAM GIA TRIỂN LÃM QUỐC TẾ CÔNG NGHỆ HÀN CẮT METAL&WELD LẦN THỨ 12
Weldcom tham gia Triển lãm quốc tế công nghệ Hàn Cắt Metal&Weld lần thứ 12. Từ ngày 15 đến 17 tháng 11 năm 2023, Công ty cổ phần công nghiệp ...

THƯ MỜI THAM DỰ TRIỂN LÃM CÔNG NGHIỆP & SẢN XUẤT VIMF 2023
VIMF 2023 là triển lãm Quốc tế chuyên về máy móc thiết bị, dụng cụ vật liệu, công nghệ kỹ thuật ứng dụng trong ngành công nghiệp sản xuất, cơ khí chế ...

ROBOT HÀN LASER QJR10-1 QJAR - XU HƯỚNG TỰ ĐỘNG HÓA TRONG GIA CÔNG KIM LOẠI MỎNG
Tại Hội chợ Sản phẩm Công nghiệp chủ lực Thành phố Hà Nội năm 2023 (Hanoi MIP 2023, Weldcom đã đem đến những giải pháp và sản phẩm công nghệ ấn tượng. ...

HANOI MIP 2023 - ĐIỂM HẸN GIẢI PHÁP CÔNG NGHỆ CƠ KHÍ - GIA CÔNG CHÍNH XÁC CHO DOANH NGHIỆP
Nằm trong chuỗi chương trình thúc đẩy phát triển sản phẩm công nghiệp chủ lực thủ đô, từ ngày 19-21/10, Sở Công thương Hà Nội sẽ tổ chức Hội chợ sản ...

VIETBUILD 2023 | SỨC HÚT TỪ DÒNG SẢN PHẨM JASIC JET20 & MÁY HÀN LASER 2 DÂY TẠI GIAN HÀNG WELDCOM
Là một trong 2000 đơn vị tham gia triển lãm Vietbuild lần này, Weldcom tiếp tục chứng minh sức hút với việc ra mắt loạt sản phẩm công nghệ mới nhất. ...

ƯU ĐÃI MỪNG SINH NHẬT WELDCOM 18 TUỔI
Tháng 9 này, Weldcom sẽ đem đến loạt ưu đãi vô cùng hấp dẫn để đón chào tuổi 18 đầy rực rỡ. Trải qua gần 2 thập kỷ đồng hành và lớn mạnh cùng nền cơ ...

VIETBUILD 2023 | WELDCOM TRÌNH LÀNG LOẠT SẢN PHẨM CÔNG NGHỆ MỚI NHẤT
Tại sự kiện lần này, Weldcom sẽ ra mắt bộ sưu tập máy hàn – cắt JASIC JET20 với nhiều công nghệ ưu việt. Bên cạnh đó, gian hàng cũng bao gồm khu trải ...

MUA 1 ĐƯỢC 2 - ƯU ĐÃI ĐẶC BIỆT KHI MUA MÁY HÀN JASIC MIG250P J249
Từ ngày 05/09 đến hết 30/09/2023, khách hàng mua máy hàn JASIC MIG250P J249 sẽ được tặng ngay 01 máy mài góc chính hãng thương hiệu WORX. Khách hàng ...

KHÁM PHÁ CHUỖI ƯU ĐÃI NHÂN DỊP KHAI TRƯƠNG CỬA HÀNG WELDCOM PMC PHÚC YÊN
Tiếp nối thành công của Weldcom PMC Vĩnh Phúc, Weldcom PMC Phúc Yên sẽ chính thức ra mắt cộng đồng cơ khí vào ngày 05/07/2023. Đây là dấu mốc quan ...

WELDCOM XUÂN MINH QUẢNG BÌNH TƯNG BỪNG KHUYẾN MẠI NHÂN DỊP KHAI TRƯƠNG
Từ ngày 23/04/2023, Weldcom Xuân Minh Quảng Bình chính thức đi vào hoạt động tại số 190 Lê Lợi, thành phố Đồng Hới, tỉnh Quảng Bình. Đây sự kiện đặc ...

ƯU ĐÃI: MÁY CŨ TRAO TAY, CÓ NGAY MÁY MỚI
Từ ngày 10/05 đến hết ngày 31/07/2023, hệ thống cửa hàng và đại lý trực thuộc Weldcom trên toàn quốc mang đến chương trình ưu đãi hấp dẫn chưa từng ...

MUA TRƯỚC TRẢ SAU CÙNG WELDCOM ️
Nằm trong kế hoạch nâng cấp dịch vụ và gia tăng trải nghiệm cho khách hàng, tin vui cho các tín đồ yêu thích mua sắm máy móc cơ khí khi Weldcom kết ...

KÝ KẾT HỢP TÁC CHIẾN LƯỢC GIỮA WELDCOM VÀ ESTUN AUTOMATION
Ngày 11/04/2023, tại Hà Nội, lễ ký kết hợp tác chiến lược giữa Công ty CP Công nghiệp Weldcom và công ty Estun Automation đã diễn ra thành công, tốt ...

THÁNG VÀNG - NHẬN NGÀN ƯU ĐÃI
Chào hè 2023, Weldcom xin gửi tới Quý Khách hàng chương trình “THÁNG VÀNG NHẬN NGÀN ƯU ĐÃI” với rất nhiều phần quà "nóng bỏng tay": 1. TẶNG VOUCHER ...

DANH SÁCH KHÁCH HÀNG TRÚNG THƯỞNG CHƯƠNG TRÌNH "VUI XUÂN SANG, RƯỚC LỘC RỘN RÀNG"
Vui xuân sang, rước lộc rộn ràng" là chương trình chào xuân đặc biệt của Weldcom được diễn ra từ ngày 31/01/2023-28/02/2023. Trong đó, chương trình ...

VUI XUÂN SANG, RƯỚC LỘC RỘN RÀNG
Hòa chung không khí rộn ràng mỗi dịp tết đến, xuân sang, Weldcom gửi đến Quý khách hàng chương trình "Vui xuân sang, rước lộc rộn ràng" với rất nhiều ...

WELDCOM TRUNG MẾN CỦ CHI RA MẮT CÙNG NHIỀU ƯU ĐÃI HẤP DẪN
KHAI TRƯƠNG VÀNG, NHẬN NGÀN ƯU ĐÃI Nhân dịp sự kiện ra mắt Weldcom Trung Mến Củ Chi ngày 05/01/2023 rất nhiều ưu đãi bất ngờ đang chờ đón khách hàng ...

WELDCOM MULTIMAG V1200 - MÁY HÀN MIG CHÍNH HÃNG NGON, BỔ, RẺ
Nếu bạn đang tìm một chiếc máy hàn MIG nhỏ nhẹ, dễ sử dụng, tốc độ hàn nhanh, thao tác được trên nhiều loại vật liệu với độ dày mỏng và tính chất khác ...

ĐÓN GIÁNG SINH RINH NGAY QUÀ CÙNG WELDCOM
Trong không khí giáng sinh và năm mới cận kề, Weldcom xin trân trọng gửi đến Quý khách hàng chương trình “ĐÓN GIÁNG SINH RINH NGAY QUÀ CÙNG WELDCOM”: ...

Weldcom tham dự triển lãm Quốc tế Vietbuild Hà Nội 2022
Triển lãm Quốc tế Vietbuild Hà Nội 2022 lần thứ 3 với chủ đề "Bất động sản - Trang trí nội ngoại thất - Kiến trúc - Xây dựng & Vật liệu xây dựng" ...

WELDCOM TRÌNH LÀNG THẾ HỆ MÁY HÀN LASER MỚI NHẤT TẠI METAL&WELD 2022
Trong 4 ngày tham gia tại triển lãm METAL&WELD 2022, Weldcom đã trình làng những công nghệ hàn tiên tiến nhất, thu hút đông đảo hàng ngàn khách ...

ĐÓN CHÀO CỬA HÀNG WELDCOM TẠI BIÊN HÒA
Ngày 05/11 tới đây, cửa hàng nhượng quyền Weldcom Kim Tân Thịnh Biên Hòa sẽ chính thức đi vào hoạt động tại địa chỉ số 657 Đường Bùi Văn Hoà, Khu Phố ...

WELDCOM KHỞI ĐỘNG CỬA HÀNG NHƯỢNG QUYỀN ĐẦU TIÊN TẠI THANH HÓA
Ngày 28/10/2022, Weldcom Trung Kiên Thanh Hóa sẽ chính thức khai trương tại địa chỉ số 2A82 Đại lộ Lê Lợi- Đông Hương- Thanh Hóa. Sự kiện đánh dấu cột ...

THƯƠNG HIỆU YAWEI THAM DỰ TRIỂN LÃM EUROBLECH 2022
Ngày 25/10/2022, Thương hiệu Yawei đã tham gia triển lãm quốc tế EUROBLECH 2022 chuyên về công nghệ gia công kim loại tấm, diễn ra tại Hannover, Đức. ...

WELDCOM THỊNH PHÁT BÌNH DƯƠNG CHÍNH THỨC ĐI VÀO HOẠT ĐỘNG
Trân trọng cảm ơn Quý Khách hàng đã tới tham dự lễ khai trương, trải nghiệm và mua sắm tại cửa hàng Weldcom Thịnh Phát Bình Dương. Đây là cửa hàng thứ ...

KHAI TRƯƠNG TƯNG BỪNG - ƯU ĐÃI KHÔNG NGỪNG TẠI WELDCOM GIA PHÚC ÂN BÀ RỊA VŨNG TÀU
Ngày 1/11/2022, Weldcom ra mắt cửa hàng thứ 22 khi cửa hàng Weldcom Gia Phúc Ân Bà Rịa Vũng Tàu đi vào hoạt động. Có địa chỉ tại: số 352 đường Độc Lập ...

Tưng Bừng Ưu Đãi Mừng Khai Trương Weldcom Thịnh Phát Bình Dương
Ngày 25/10/2022, cửa hàng Weldcom Thịnh Phát Bình Dương địa chỉ số 4/17 đường DT 743 - Bình Phước A - P. Bình Chuẩn - TP. Thuận An - Bình Dương ...

WELDCOM & HURCO GÓP MẶT TẠI TRIỂN LÃM METALEX 2022
Trong 3 ngày diễn ra triển lãm Metalex 2022 tại Trung tâm Hội chợ và Triển lãm Sài Gòn (SECC), Quận 7, Tp. Hồ Chí Minh, Weldcom & Hurco sẽ mang ...

DANH SÁCH KHÁCH HÀNG BỐC THĂM TRÚNG THƯỞNG KỲ 3 CHƯƠNG TRÌNH TRI ÂN KHÁCH HÀNG - MÙA VÀNG SINH NHẬT
“Tri ân khách hàng - Mùa vàng sinh nhật” là chương trình bốc thăm trúng thưởng chúc mừng sinh nhật Weldcom tròn 17 tuổi. Trong buổi livestream bốc ...

Mừng Khai trương Weldcom Phước Thành Nha Trang - Nhận ngàn quà tặng hấp dẫn
Ngày 01/10/2022, cửa hàng Weldcom Phước Thành Nha Trang chính thức ra mắt cộng đồng cơ khí tại số 38 Sinh Trung, phường Vạn Thạnh, TP Nha Trang. Tham ...

DANH SÁCH KHÁCH HÀNG BỐC THĂM TRÚNG THƯỞNG KỲ 2 CHƯƠNG TRÌNH TRI ÂN KHÁCH HÀNG - MÙA VÀNG SINH NHẬT
“Tri ân khách hàng - Mùa vàng sinh nhật” - chương trình bốc thăm trúng thưởng chúc mừng sinh nhật Weldcom 17 tuổi đã đi được ⅔ chặng đường tìm kiếm ...

DANH SÁCH KHÁCH HÀNG BỐC THĂM TRÚNG THƯỞNG LẦN 1 CHƯƠNG TRÌNH TRI ÂN KHÁCH HÀNG - MÙA VÀNG SINH NHẬT
"Tri ân khách hàng - mùa vàng sinh nhật" là sự kiện đặc biệt mừng sinh nhật Weldcom tròn 17 tuổi, diễn ra từ ngày 12/9 đến hết ngày 3/10/2022. Tất cả ...

TRI ÂN KHÁCH HÀNG, MÙA VÀNG SINH NHẬT
Là sự kiện đặc biệt mừng Weldcom tròn 17 tuổi, từ ngày 12/9 đến hết ngày 3/10/2022, TẤT CẢ khách hàng MUA & KÍCH HOẠT BẢO HÀNH ĐIỆN TỬ MÁY HÀN ...

LÀM CHỦ CÔNG NGHỆ HÀN MIG CÙNG WELDCOM KON TUM
Khóa đào tạo có 1 0 2 duy nhất tại Weldcom Kon Tum đã sẵn sàng ghi danh những học viên đầu tiên. Ngày 27/06/2022, đến và tham gia khóa đào tạo hàn MIG ...

CỬA HÀNG WELDCOM PMC VĨNH PHÚC SẴN SÀNG RA MẮT VÀO NGÀY 04/06/2022
Đây là kết quả của sự hợp tác giữa Công ty Cổ phần Công Nghiệp Weldcom và Công ty TNHH Xây dựng Cơ điện PMC Việt Nam. Ngày 04/06/2022, cửa hàng ...

WELDCOM GIA LAI BÙNG NỔ ƯU ĐÃI NHÂN DỊP KHAI TRƯƠNG
Weldcom Gia Lai chơi lớn với chuỗi ưu đãi hấp dẫn cùng hàng trăm quà tặng miễn phí, tổng giá trị lên đến 65 triệu đồng. Thứ 5, ngày 02/06/2022, ...

WELDCOM VÀ MTV CÔNG NGHIỆP THÁI HƯNG BẮT TAY RA MẮT ĐIỂM BÁN TẠI HẢI DƯƠNG
Vào ngày 24/05/2022, Weldcom Hải Dương sẽ chính thức khai trương tại số 4, đường Vũ Khâm Lân, phường Hải Tân, thành phố Hải Dương. Công ty TNHH MTV ...

WELDCOM KHỞI ĐỘNG CHUỖI ƯU ĐÃI TẠI TRIỂN LÃM HỘI CHỢ OCOP TÂY NGUYÊN
Hàng trăm quà tặng miễn phí cùng chuỗi ưu đãi bất tận đang đón chờ cộng đồng cơ khí tại Tây Nguyên. Từ ngày 20/05 đến 24/05, Weldcom sẽ tham gia Triển ...

CÓ GÌ TẠI GIAN HÀNG WELDCOM - VIETBUILD ĐÀ NẴNG 2022
Từ ngày 18/05 đến 22/05/2022, Weldcom sẽ mang đến cho khách hàng tại Triển lãm Vietbuild Đà Nẵng chuỗi ưu đãi bất tận với tổng giá trị lên đến hàng ...

THÊM MỘT ĐIỂM BÁN CỦA WELDCOM TẠI TÂY NGUYÊN
Tiếp nối thành công từ chuỗi chi nhánh trải khắp toàn quốc, hôm nay, ngày 14/05/2022, Weldcom chính thức ra mắt điểm bán thứ 16 tại số 63-65 Hoàng ...

WELDCOM THÔNG BÁO THAY ĐỔI CÁCH THỨC KÍCH HOẠT BẢO HÀNH ĐIỆN TỬ
Kính gửi: Quý khách hàng, Quý đại lý. Để thuận tiện hơn trong quá trình sử dụng, quản lý và vận hành bảo hành điện tử, từ ngày 1/4/2022, Công ty Cổ ...

GIAN HÀNG WELDCOM THU HÚT HÀNG NGHÌN LƯỢT KHÁCH TẠI TRIỂN LÃM VIETBUILD HÀ NỘI 2022
Lần thứ 4 góp mặt tại triển lãm Vietbuild, Weldcom tiếp tục “trình làng” những sản phẩm công nghệ đầy tính đột phá, thu hút đông đảo khách hàng đến ...

RƯỚC LỘC HỔ VÀNG, NHẬN NGÀN QUÀ TẶNG
Chào xuân mới, đón lộc tới, Weldcom triển khai chương trình “Vạn quà tết, kết lộc xuân” tại hệ thống các chi nhánh trên toàn quốc. Từ 10/02 ...

CHI NHÁNH ĐẦU TIÊN TẠI MIỀN TRUNG – WELDCOM ĐÀ NẴNG CHÍNH THỨC KHAI TRƯƠNG
Sáng ngày 10-01-2022, chi nhánh đầu tiên của Weldcom tại khu vực miền Trung đã chính thức khai trương, đánh dấu sự khởi đầu đầy hứa hẹn cho việc phát ...

RA MẮT WELDCOM HƯNG YÊN CÙNG NHIỀU ƯU ĐÃI CHO KHÁCH HÀNG
Ngày 23/12/2021 , Weldcom chi nhánh Hưng Yên đã ra mắt khách hàng cơ khí và đi vào hoạt động chính thức tại số 26 Phố Nối, Bần Yên Nhân . Từ đây, ...

KHAI TRƯƠNG WELDCOM NAM ĐỊNH - ĐỊA ĐIỂM CUNG CẤP SẢN PHẨM VÀ DỊCH VỤ CƠ KHÍ KHÉP KÍN TẠI NAM ĐỊNH
Ngày 15/12/2021 Weldcom Nam Định chính thức khai trương và đi vào hoạt động tại số 137, 139, 141 đại lộ Đông A, Lộc Hòa, Nam Định . Đây là chi nhánh ...

Bùng nổ khuyến mãi tháng 10 khi mua Worx & Kress
Tháng 10 này, Weldcom xin gửi tới khách hàng khuyến mãi rất hấp dẫn khi mua dụng cụ cầm tay Worx & Kress: Thời gian: Từ 06/10 đến 31/10/2021 Mua ...

SIÊU SALE MỪNG SINH NHẬT, TẤT BẬT SĂN DEAL KHỦNG CÙNG WELDCOM
Tháng 9 về, đánh dấu một mốc son quan trọng trong chặng đường phát triển, tháng sinh nhật của Weldcom. Năm 2021, Weldcom tròn 16 tuổi, cũng là năm ...

THÔNG BÁO NGHỈ LỄ QUỐC KHÁNH 2/9/2021
Chào mừng kỷ niệm 76 năm ngày Quốc Khánh nước Cộng hòa xã hội chủ nghĩa Việt Nam 2/9/1945-2/9/2021! Công ty Cổ phần Công nghiệp Weldcom xin gửi tới ...

MUA WORX $ KRESS VỚI GIÁ HỜI, TẠI SAO KHÔNG?
Cơ hội có 1 không 2 dành cho các tín đồ yêu Worx/Kress nhưng còn lăn tăn về giá. Từ ngày 17/08 đến 31/08/2021, giảm ngay 10% tất cả sản phẩm Worx ...

Chương trình "Quay Số May Mắn - Nhận Quà Liền Tay" - Lời tri ân từ WELDCOM gửi tới Quý Khách Hàng.
Cơ hội nhận ngay quà tặng hấp dẫn - 01 máy hàn khi tham dự chương trình Quay số may mắn của Weldcom vào thứ 6 hàng tuần. Chương trình “Quay số may mắn ...

Khai trương đại lý Tam Sang - đại lý đầu tiên tại Nam Định hoạt động theo mô hình tiêu chuẩn của Weldccom
Từ ngày 28/12-29/12/2020 chương trình khai trương điện máy Tam Sang có địa chỉ tại Quốc lộ 21, xã Hải Vân, huyện Hải Hậu, Nam Định đã diễn ra thành ...

Weldcom Hải Phòng Khuyến mại đặc biệt tuần lễ khai trương
Ngày 30/9, Weldcom tưng bừng khai trương Showroom bán hàng và giới thiệu sản phẩm mới tại Hải Phòng. Buổi lễ khai trương sẽ diễn ra tại 848 Nguyễn Văn ...

Danh sách khách tham dự chương trình bốc thăm "Trăm phương ngàn kế không bằng có chế Ares 120"
Theo thể lệ chương trình, quý khách hàng đáp ứng đủ 2 điều kiện: M ua máy hàn Ares 120 đồng thời kích hoạt tem bảo hành điện tử từ ngày 10/01 – ...

Danh sách khách hàng tham dự chương trình quay số trúng thưởng lần 1 chương trình "Xuân gắn kết - Mua máy Tết - Trúng ngay quà tết"
Sau một thời gian công bố và phát sóng chương trình XUÂN GẮN KẾT – MUA MÁY TẾT – TRÚNG NGAY QUÀ TẾT Weldcom vinh dự nhận được những phản hồi tích cực ...
Chương trình khuyến mãi "Đón hè sang - Ngập tràn ưu đãi"
Tưng bừng chào hè, Weldcom và Worx triển khai chương trình khuyến mãi vô cùng hấp dẫn dành cho khách hàng như sau: Thời gian: Từ 10/04-29/04/2021 Địa ...

SIÊU KHUYẾN MÃI THÁNG 8 CÙNG WELDCOM
Trước tình hình dịch Covid diễn biến phức tạp, với mong muốn đồng hành và hỗ trợ tối đa khách hàng, Weldcom triển khai chương trình khuyến mãi vô cùng ...

Dấu ấn Weldcom tại VME 26 - 28/04/2017
Với hàng nghìn lượt khách ghé thăm gian hàng, những đóng góp, sẻ chia chân thành, cởi mở cùng những cơ hội hợp tác tiềm năng, Weldcom thực sự đã để ...

Chương trình: "07 ngày dùng thử MAXI 120 - Máy Hàn Cho Mọi Nhà"
THỂ LỆ CHƯƠNG TRÌNH DÙNG THỬ MÁY HÀN MAXI 120 1 . Thời gian đăng ký nhận máy : 20/02/2017 – 20/03/2017 2 . Quyền lợi khách hàng: Dùng thử miến phí sản ...

SẮP RA MẮT CỬA HÀNG WELDCOM ĐẦU TIÊN TẠI THÁI NGUYÊN
Tháng 8 năm 2021, cửa hàng Weldcom Phổ Yên địa chỉ tại: Số 90, Trường Chinh, Ba Hàng, thị xã Phổ Yên chính thức đi vào hoạt động. Đây là cửa hàng ...

Weldcom trở thành nhà tài trợ chính tại triển lãm quốc tế VIETBUILD HÀ NỘI 2014
Sáng ngày 19/11/2014, Triển lãm Quốc tế Hà Nội VietBuild lần 2 đã được khai mạc tại Trung tâm Hội chợ Triển lãm Việt Nam (VEFAC), 148 Giảng Võ, Hà ...

Weldcom tham dự triển lãm quốc tế IMF 2014
Weldcom - Triển lãm IMF 2014 là sự kiện chuyên ngành máy móc thiết bị được tổ chức thường niên tại TP.Hồ Chí Minh đã bước vào năm thứ 16, nhằm góp ...

Weldcom - nhà tài trợ chính triển lãm quốc tế VIETBUILD 2014
Weldcom - Sáng 19-11-2014, lễ khai mạc triển lãm Quốc tế Hà Nội VietBuild lần 2 đã diễn ra tại Trung tâm Hội chợ Triển lãm Việt Nam (VEFAC), 148 Giảng ...

“Truy tìm Weldcom” săn giải thưởng mũ hàn
Weldcom - Mở đầu chương trình khuyến mãi hấp dẫn tháng 7 tại Siêu thị cơ khí 1345 Giải Phóng, Weldcom sẽ ra quân trước và có mặt trên các tuyến phố ...

Weldcom hân hạnh đón tiếp Quý khách hàng tại triển lãm VME 2018
Weldcom hân hạnh đón tiếp Quý khách hàng tại triển lãm VME 2018 Triển Lãm Hàng Đầu tại Việt Nam về Máy Móc và Công nghệ cho Ngành Sản Xuất và Công ...

Ngày công nghệ Weldcom 2019 - Sự kiện cộng đồng của ngành Kết cấu thép
Ngày 23/04/2019, Weldcom vinh dự đón tiếp Quý vị khách quý tới tham dự “Ngày công nghệ 2019” tại Trung tâm công nghệ Weldcom, Đức Giang, Long Biên, Hà ...

Weldcom cùng VASI tham gia sự kiện Kết nối công nghiệp Hỗ trợ Đà Nẵng 2019
Hội nghị kết nối Công nghiệp hỗ trợ Đà Nẵng 2019 là chương trình khuyến khích và đáp ứng nhu cầu các doanh nghiệp đầu tư, phát triển công nghiệp hỗ ...

WELDCOM THAM DỰ TRIỂN LÃM QUỐC TẾ HÀNG CÔNG NGHIỆP VIỆT NAM VIIF 2015
Weldcom trân trọng kính mời Quý khách hàng tới tham dự triển lãm VIIF – Triển lãm Quốc tế hàng công nghiệp Việt Nam 2015 từ 20-23/10/2015. VIFF 2015 ...

WELDCOM THAM DỰ TRIỂN LÃM QUỐC TẾ VỀ CÔNG NGHỆ KỸ THUẬT HÀN CẮT VÀ GIA CÔNG KIM LOẠI LOẠI LẦN 4 METAL AND WELD 2015
Triển lãm Quốc tế về Công nghệ kỹ thuật Hàn cắt và Gia công kim loại lần thứ 4 tại Việt Nam - Metal & Weld 2015 là triển lãm thường niên được tổ ...

THƯ MỜI THAM DỰ TRIỂN LÃM QUỐC TẾ VỀ CÔNG NGHỆ ĐÓNG TÀU, HÀNG HẢI VÀ CÔNG TRÌNH BIỂN VIETSHIP 2016
Triển lãm Vietship là sự kiện chuyên ngành Đóng tàu, Hàng hải và Công trình biển có qui mô lớn nhất Việt Nam, là nơi hội tụ đông đảo các nhà sản xuất, ...

Giảm giá đặc biệt khi đặt hàng tại triển lãm MÁY CÔNG CỤ VÀ CÔNG NGHIỆP PHỤ TRỢ VIETNAM MANUFACTURING EXPO 2016
Triển lãm Vietnam Manufacturing Expo 2016 là triển lãm được tổ chức thường niên tại Việt Nam với mục đích giới thiệu các máy móc và công nghệ chế tạo ...

WELDCOM đón hơn 8000 lượt khách tham quan triển lãm Máy Công cụ và Công nghiệp phụ trợ VME 2016
Tham dự triển lãm Máy Công cụ và Công nghiệp phụ trợ VME 2016 tại Trung tâm triển lãm Quốc tế ICE , Weldcom đã đón 8.631 lượt khách tham quan gian ...

Quà tặng đặc biệt khi khách hàng mua máy tại triển lãm Melatex 06 -08/10/2016
Triển lãm METALEX Vietnam lần thứ 10 sẽ chính thức quay trở lại TP. Hồ Chí Minh từ ngày 06- 08/10/2016 , Weldcom hân hạnh chào đón khách hàng đến tham ...

Gần 10.000 khách hàng Weldcom tham dự Triển lãm METALEX VietNam lần 10
Trong 3 ngày diễn ra triển lãm, gian hàng Weldcom đã đón tiếp gần 10.000 khách hàng tham quan, trải nghiệm công nghệ và máy móc hiện đại ngành chế tạo ...

Hàng ngàn quà tặng hấp dẫn khi mua hàng tại triển lãm Metal & weld từ ngày 07-10/12/2016
Từ ngày 07-10/12/2016, Công ty cổ phần công nghiệp Weldcom tham gia gian hàng tại triển lãm quốc tế về gia công kim loại và hàn cắt lần thứ 5 – Metal ...

Ares 120: Dòng thật – 7 ngày dùng thử MIỄN PHÍ nhận quà liền tay
Weldcom tặng bạn cơ hội dùng thử 7 ngày máy hàn điện tử Ares 120 hoàn toàn miễn phí để trải nghiệm những tính năng ưu việt của siêu phẩm máy hàn nhỏ ...

Chương trình: "07 ngày dùng thử MAXI 120 - Máy Hàn Cho Mọi Nhà"
THỂ LỆ CHƯƠNG TRÌNH DÙNG THỬ MÁY HÀN MAXI 120 1 . Thời gian đăng ký nhận máy : 20/02/2017 – 20/03/2017 2 . Quyền lợi khách hàng: Dùng thử miến phí sản ...

Giao lưu – Kết nối” hơn 100 doanh nghiệp Kết cấu thép miền Bắc
Giao lưu, học hỏi, chia sẻ kinh nghiệm và thắt chặt hơn nữa mối thân tình giữa các doanh nghiệp là những ấn tượng tốt đẹp đối với hơn 100 doanh nghiệp ...

TRIỂN LÃM VIET NAM MANUFACTURING EXPO (VME) 2017
Hãy tham dự ngay triển lãm Việt Nam Manufacturing Expo (VME) 2017 cùng Weldcom để trang bị thêm những kiến thức chuyên sâu cũng như lan tỏa tình yêu, ...

Thư mời tham dự khai trương Trung tâm công nghệ Weldcom Hải Phòng
Trân trọng kính mời quý khách hàng đến tham dự lễ Khai trương Trung tâm công nghệ Weldcom Hải Phòng ngày 11/05/2017 để tận mắt chứng kiến những công ...

Tưng bừng khai trương Trung tâm Công nghệ Cao Weldcom Hải Phòng
Ngày 11/05/2017 vừa qua, Weldcom đã khai trương Trung tâm công nghệ Cao Weldcom Hải Phòng tại tại Số 75 Đại lộ Tôn Đức Thắng, An Đông, An Dương, Hải ...
Dàn công nghệ hàng đầu của Weldcom đổ bộ VIMF 2017
Với chủ đề Trải nghiệm công nghệ châu Âu, VIMF 2017 hứa hẹn mang lại những cảm nhận chân thực nhất về các công nghệ hàng đầu thế giới tới khách hàng. ...

VMIF 2017 – Màn trình diễn của những công nghệ hàng đầu
VIMF 2017 gây ấn tượng sâu sắc ngay ngày đầu khai mạc với những công nghệ hiện đại bậc nhất cùng không khí sôi động, náo nhiệt của hàng nghìn lượt ...

Ấn tượng Weldcom tại VIMF 2017
Dấu ấn tại VIMF 2017 không chỉ là dàn thiết bị tối tân với những công nghệ tiên tiến của thế giới, những giải pháp toàn diện cho ngành công nghiệp gia ...

Weldcom được vinh danh là “Nhà cung cấp Chất lượng 2018”
Ngày 13/6/2018, Công ty Cổ phần Công nghiệp Weldcom vinh dự được trao giấy chứng nhận “Trusted Quality Supplier – Nhà cung cấp Chất lượng năm 2018”. ...

Weldcom vinh dự được trao chứng nhận “Nhãn hiệu nổi tiếng Việt Nam năm 2018”
Tháng 7/ 2018 vừa qua, Weldcom tự hào được vinh danh là một trong Top 100 “Nhãn hiệu Nổi tiếng Việt Nam”, khẳng định chỗ đứng, vị thế và sự uy tín ...

Kích hoạt tem, rinh quà khủng
Với mục đích bảo vệ quyền lợi người tiêu dùng, tem bảo hành điện tử không chỉ giúp khách hàng xác thực được thông tin sản phẩm, thời gian bảo hành mà ...

Weldcom Hải Phòng – Sinh nhật rộn ràng – Quà tặng trao tay
Chào mừng sinh nhật lần thứ 10, Weldcom Hải Phòng tưng bừng tung ra chương trình ưu đãi và tặng quà tri ân tới quý khách hàng từ ngày 01/11 – ...

Chúc mừng khách hàng may mắn
Weldcom xin được chúc mừng khách hàng may mắn trong chương trình bốc thăm lần 3 với thông điệp: “ Máy hàn Ares 120 TIẾT KIỆM ĐIỆN NĂNG – CÂN BẰNG SINH ...

Danh sách khách hàng may mắn lần 4 chương trình mua Ares 120 trúng máy xịt rửa
Chương trình mua Ares 120 trúng máy xịt rửa giai đoạn 4 với thông điệp: Ares 120 “ TIẾT KIỆM ĐIỆN NĂNG – CÂN BẰNG SINH THÁI ”. Sau thành công của 3 ...

Điện máy Anh Tuấn khai trương cửa hàng, sẵn sàng phục vụ khách hàng tại thị trường Nam Định
Trụ sở đặt tại 12 Trường Chinh - Nam Định , với nền tảng là địa chỉ sửa chữa thiết bị hàn cắt uy tín nhất tại khu vực, điện máy Anh Tuấn đã quyết định ...

[MIỀN NAM] MUA MÁY HÀN MUTILMAG V2000 TẶNG MÁY MÀI WORX
"Hè sang, săn hàng sale" là chương trình khuyến mãi tri ân khách hàng của Weldcom khu vực miền Nam trong thời gian từ 01/07-31/07/2021. Tham gia ...

[MIỀN BẮC] SIÊU ƯU ĐÃI MUA 1 TẶNG 1 TỪ WELDCOM TRONG THÁNG BẢY
Không để khách hàng Miền Bắc phải chờ đợi lâu, từ ngày 14/07-31/07/2021 siêu ưu đãi do Weldcom triển khai đã chính thức đổ bộ. Theo đó, khách hàng ...

CỬA HÀNG WELDCOM BÌNH TÂN CHÍNH THỨC ĐI VÀO HOẠT ĐỘNG– KHI KHÓ KHĂN CŨNG LÀ ĐỘNG LỰC
Tiếp bước trên lộ trình mở rộng quy mô phân phối và hoàn thiện chuỗi điểm bán chuẩn theo mô hình mới, vừa qua, ngày 31/5/2021, cửa hàng Weldcom Bình ...

Cửa hàng Weldcom Thạch Thất dẫn đầu xu thế cửa hàng tiện ích cơ khí, hứa hẹn mang đến nhiều bất ngờ cho khách hàng
Ngày 01/06/2021 vừa qua, cửa hàng Weldcom Thạch Thất, địa chỉ số 1 đường Phan Huy Chú, khu dịch vụ Vĩnh Lộc, Phùng Xá chính thức “trình làng” diện mạo ...

MUA DỤNG CỤ CẦM TAY BÃI GIÁ RẺ VÀ CÂU CHUYỆN “ĐƯỢC – MẤT”
Tại thành phố Hồ Chí Minh, một trong những con phố nổi tiếng nhất được mệnh danh là “thủ phủ” của hàng máy bãi phải kể đến chính là tuyến đường dọc ...

Anh Đỗ Mạnh Tú và câu chuyện định nghĩa về 2 chữ “Tận Tâm”
Có một câu nói như thế này: “ Được làm điều mình thích, đó là tự do. Thích những điều mình làm, đó là hạnh phúc ”. Với Đỗ Mạnh Tú – trưởng nhóm kỹ ...

CUỘC THI ẢNH “GIA ĐÌNH TÔI YÊU” - MỪNG NGÀY GIA ĐÌNH VIỆT NAM 28/6
GIA ĐÌNH – đối với mỗi chúng ta luôn là điều quý giá và tuyệt vời nhất. Với mong muốn chia sẻ những kỉ niệm, khoảnh khắc ý nghĩa nhất của các ...