Tin Tức Mới
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp)
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


OBARA
JIER
Hướng dẫn hàn MIG đúng kỹ thuật, mối hàn đẹp và ít bắn tóe
- Trang chủ
- Tư vấn kỹ thuật
- Hướng dẫn hàn MIG đúng kỹ thuật, mối hàn đẹp và ít bắn tóe
Hướng dẫn hàn MIG đúng kỹ thuật giúp người dùng thao tác an toàn, mối hàn ngấu đều và hạn chế bắn tóe trong quá trình làm việc. Trên thực tế, để đạt chất lượng hàn tốt, người vận hành cần nắm rõ hướng dẫn sử dụng máy hàn MIG, từ cách lắp máy hàn MIG, cách lắp dây máy hàn MIG đến hướng dẫn cách hàn MIG theo đúng quy trình kỹ thuật.
Bài viết dưới đây sẽ giúp bạn thực hành hàn MIG hiệu quả và dễ áp dụng tại xưởng cơ khí.
1. Tổng quan về hàn MIG
Hàn MIG (Metal Inert Gas) là phương pháp hàn hồ quang nóng chảy sử dụng dây hàn nóng chảy liên tục kết hợp với khí bảo vệ (CO₂ hoặc khí trộn) để tạo mối hàn. Trong quá trình hàn, dây hàn được cấp tự động qua súng hàn, hồ quang sinh ra làm nóng chảy dây và kim loại cơ bản, đồng thời khí bảo vệ che chắn vùng hàn khỏi oxy hóa.
1.1. Nguyên lý hoạt động của hàn MIG
Nguyên lý hàn MIG dựa trên ba yếu tố chính:
- Nguồn hàn MIG tạo dòng điện ổn định sinh hồ quang
- Dây hàn MIG được cấp liên tục qua súng hàn
- Khí bảo vệ bao phủ vùng hàn, ngăn không khí xâm nhập
Sự kết hợp đồng thời của ba yếu tố này giúp mối hàn MIG có độ ngấu tốt, bề mặt đều và năng suất cao, đặc biệt phù hợp cho sản xuất cơ khí liên tục.

1.2. Ưu điểm nổi bật của phương pháp hàn MIG
So với các phương pháp hàn truyền thống, hàn MIG sở hữu nhiều ưu điểm rõ rệt:
- Tốc độ hàn nhanh, phù hợp sản xuất hàng loạt
- Dễ thao tác, dễ học hơn hàn TIG
- Mối hàn ít xỉ, dễ làm sạch
- Có thể hàn liên tục với dây hàn cuộn lớn
- Phù hợp với nhiều tư thế và điều kiện hàn khác nhau
Nhờ những ưu điểm này, hướng dẫn hàn MIG luôn là nội dung được thợ cơ khí và xưởng sản xuất quan tâm hàng đầu.

1.3. Hàn MIG khác gì so với hàn que và hàn TIG?
- So với hàn que: hàn MIG cho tốc độ cao hơn, mối hàn đều hơn và ít phụ thuộc tay nghề.
- So với hàn TIG: hàn MIG dễ thao tác hơn, phù hợp sản xuất nhanh, trong khi TIG thiên về thẩm mỹ và chi tiết mỏng.
Chính vì vậy, trong nhiều xưởng cơ khí, hàn MIG thường được lựa chọn làm phương pháp hàn chủ lực.
1.4. Ứng dụng thực tế của hàn MIG trong cơ khí
Hàn MIG được sử dụng rộng rãi trong:
- Gia công kết cấu thép, khung thép, dầm, sườn
- Hàn kim loại tấm, vỏ máy, thùng xe
- Sản xuất cơ khí hàng loạt trong nhà xưởng
- Gia công thép carbon, inox và một số hợp kim

Với năng suất cao, dễ cơ giới hóa và chất lượng mối hàn ổn định, hàn MIG là phương pháp hàn phù hợp cho cả thợ mới lẫn xưởng cơ khí chuyên nghiệp.
2. Máy hàn MIG là gì?
Máy hàn MIG là thiết bị dùng để thực hiện phương pháp hàn MIG (Metal Inert Gas), trong đó dây hàn nóng chảy được cấp liên tục qua súng hàn và vùng hàn được bảo vệ bằng khí CO₂ hoặc khí trộn. Máy hàn MIG cho phép người vận hành điều chỉnh dòng hàn, điện áp và tốc độ cấp dây, từ đó kiểm soát độ ngấu, hình dạng và chất lượng mối hàn.
Trong sản xuất cơ khí hiện nay, máy hàn MIG được sử dụng phổ biến nhờ năng suất cao, dễ thao tác và phù hợp nhiều loại vật liệu, đặc biệt là thép carbon, thép mỏng và thép mạ kẽm.
Để người dùng dễ hình dung trước khi đi vào cách lắp máy hàn MIG, dưới đây là cấu tạo cơ bản của máy hàn MIG, tham khảo trực tiếp trên model MIG200 J03 của Jasic – dòng máy MIG đầu liền 200A sử dụng điện 220V.
2.1. Cấu tạo mặt trước máy hàn MIG200 J03 Jasic
Mặt trước là khu vực thao tác chính, nơi người vận hành thực hiện các cài đặt thông số và kết nối thiết bị:

- Nút điều chỉnh điện áp hàn: kiểm soát cường độ hồ quang.
- Nút điều chỉnh dòng hàn: ảnh hưởng trực tiếp đến độ ngấu của mối hàn.
- Nút điều chỉnh cuộn kháng: giúp hồ quang êm hơn, giảm bắn tóe khi hàn MIG.
- Nút điều chỉnh ra dây: kiểm soát tốc độ cấp dây hàn.
- Đồng hồ hiển thị dòng hàn và điện áp hàn: theo dõi thông số trong quá trình làm việc.
- Đèn báo nguồn và đèn cảnh báo quá dòng: giúp nhận biết trạng thái hoạt động của máy.
- Đầu ra cực âm và giắc kết nối súng hàn MIG.
2.2. Cấu tạo mặt sau máy hàn MIG200 J03 Jasic
Mặt sau của máy hàn MIG200 J03 có cấu tạo đơn giản, thuận tiện cho lắp đặt:

- Công tắc nguồn: bật/tắt máy hàn.
- Dây nguồn: kết nối trực tiếp với nguồn điện 220V.
3. Hướng dẫn cách lắp máy hàn MIG
3.1. Cách lắp dây máy hàn MIG đúng kỹ thuật
Sau khi đã nắm được cấu tạo máy hàn, việc lắp dây máy hàn MIG đúng quy trình là bước quan trọng giúp dây hàn cấp đều, hồ quang ổn định và hạn chế lỗi cháy ngược trong quá trình hàn.
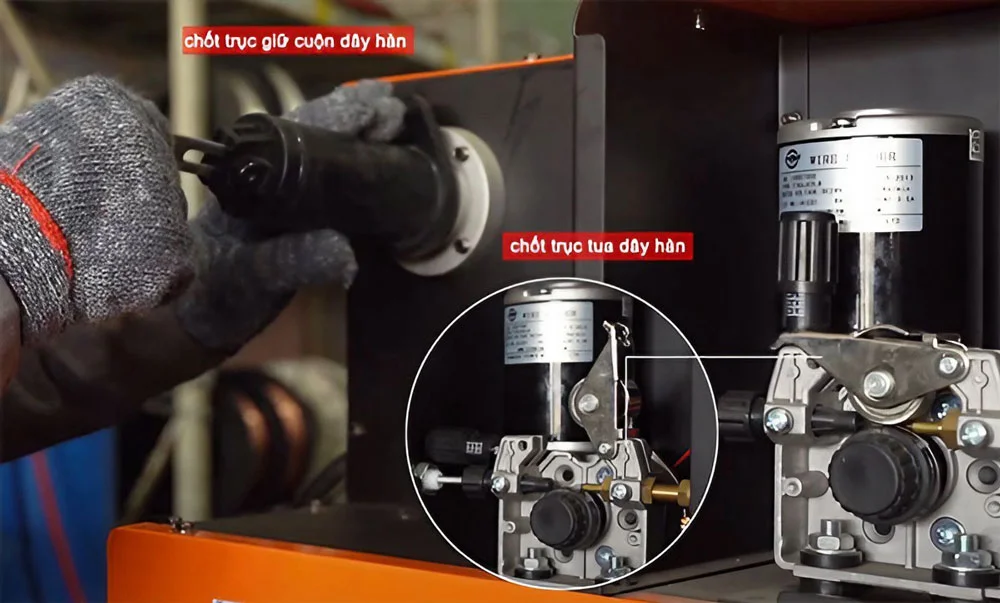
Bước 1: Mở khoang lắp cuộn dây hàn
Đối với máy hàn MIG có cuộn dây lắp bên trong thân máy, trước tiên mở nắp bên hông máy. Tiếp theo, mở lần lượt:
- Chốt trục giữ cuộn dây hàn
- Chốt trục tua dây hàn
Việc mở đúng thứ tự giúp thao tác lắp dây dễ dàng và tránh kẹt trục.
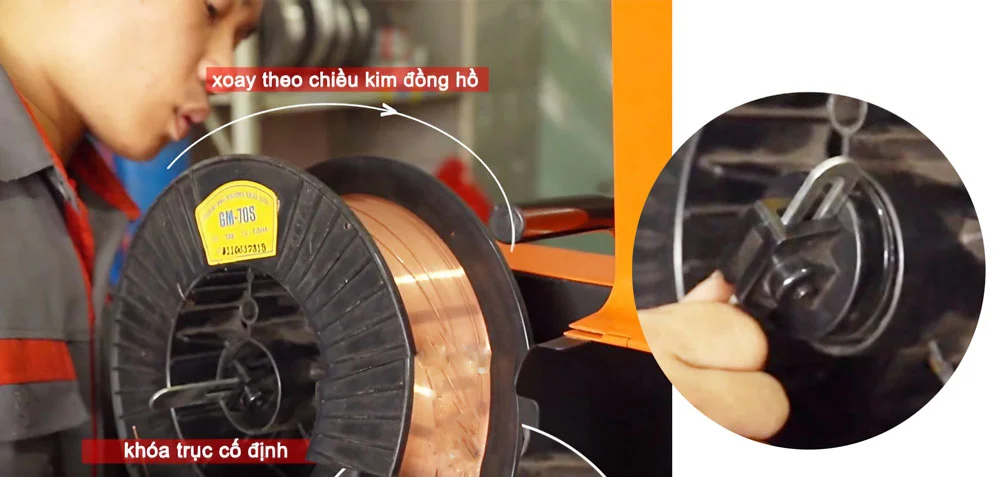
Bước 2: Lắp cuộn dây hàn MIG
Đặt cuộn dây hàn MIG vào trục theo chiều ngược kim đồng hồ. Cần lưu ý:
- Lắp đúng khớp trục của máy hàn MIG
- Sau khi lắp xong, đóng khóa trục cố định cuộn dây để tránh tuột hoặc đảo dây khi cấp
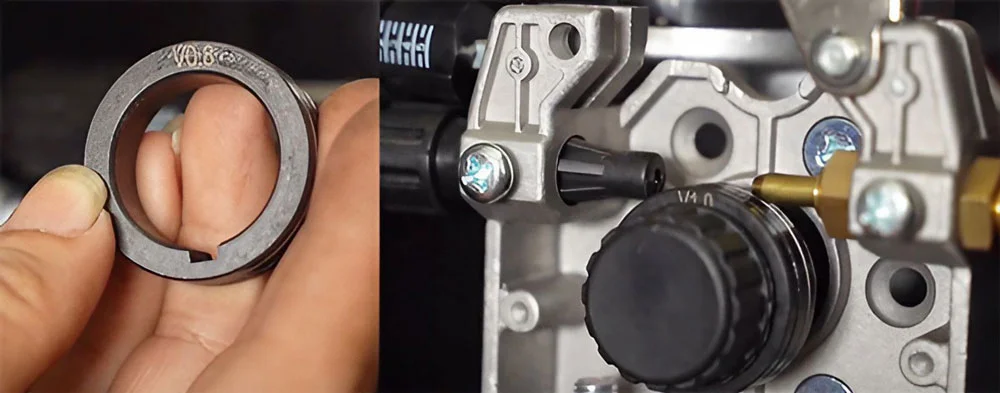
Bước 3: Kiểm tra và chỉnh bánh xe tải dây
Bánh xe tải dây cần được chỉnh đúng rãnh theo đường kính dây hàn sử dụng:
- Với dây hàn 0.8 mm → Kiểm tra bánh xe có rãnh V0.8, xoay mặt này vào phía trong rồi vặn khóa trục lại
- Với dây hàn 1.0 mm → Xoay mặt có ký hiệu V1.0 vào phía trong, sau đó cố định bánh xe
Việc chọn đúng rãnh tải dây giúp dây hàn chạy đều, không trượt và không bị bẹp dây.
Bước 4: Luồn dây hàn vào súng hàn
- Luồn dây hàn vào lỗ dẫn dây
- Cho dây đi qua bánh xe tải dây
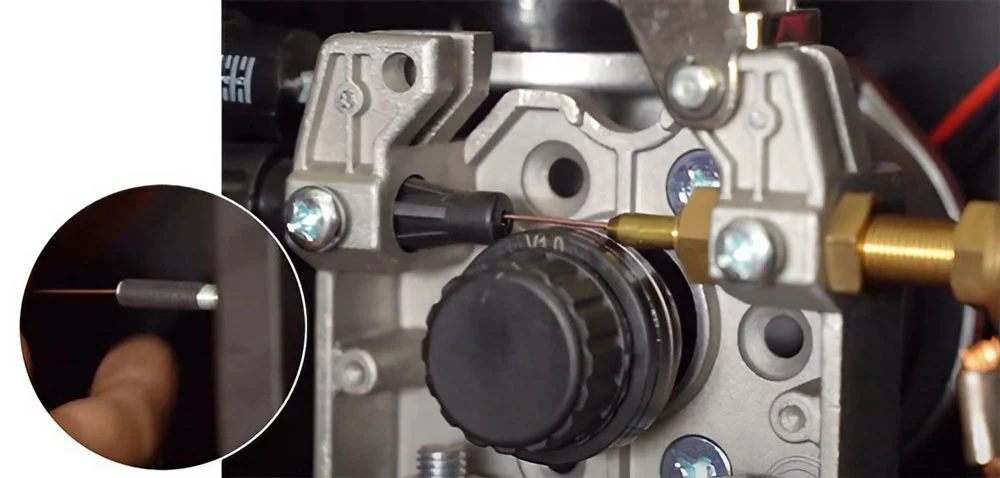
- Tiếp tục luồn qua jack cắm súng hàn
- Dây hàn nên được đẩy ra khỏi đầu súng khoảng 2 – 2,5 cm để đảm bảo cấp dây ổn định.
Bước 5: Hoàn tất lắp dây máy hàn MIG
Sau khi dây đã luồn đúng vị trí:
- Chốt lại trục tua dây hàn
- Đóng nắp bên hông máy hàn MIG
3.2. Cách lắp máy hàn MIG với các dây dẫn
Sau khi hoàn tất việc lắp cuộn dây hàn, bước tiếp theo trong hướng dẫn hàn MIG là đấu nối các dây dẫn và hệ thống khí bảo vệ. Việc lắp đúng và siết chặt các đầu nối giúp hồ quang ổn định, hạn chế rò khí và đảm bảo an toàn khi vận hành.
Bước 1: Lắp dây súng hàn MIG
Tiến hành lắp dây súng hàn vào đúng jack cắm tương ứng trên máy hàn MIG. Khi lắp cần lưu ý:
- Đặt đúng vị trí ống dẫn dây hàn
- Đặt đúng van khí trên súng hàn
- Sau khi các khớp đã vào đúng rãnh, vặn chặt đầu nối để tránh hiện tượng rò khí trong quá trình hàn.

Bước 2: Lắp kẹp mass
- Tiếp theo, lắp kẹp mass vào jack cắm đúng vị trí trên máy hàn MIG.
- Kẹp mass cần được kết nối chắc chắn để đảm bảo mạch điện kín và hồ quang ổn định khi hàn.
Bước 3: Lắp đồng hồ khí và điều chỉnh lưu lượng
- Gắn đồng hồ khí vào bình khí CO₂ hoặc khí trộn.
- Nên sử dụng cờ lê để siết chặt các điểm nối tiếp xúc, tránh rò rỉ khí trong quá trình làm việc.
Sau đó, tiến hành điều chỉnh lưu lượng khí:
- Bóp cò súng hàn
- Quan sát viên bi trên đồng hồ khí
- Điều chỉnh để viên bi nhảy lên mức khoảng 5, đây là mức khí phù hợp cho hàn MIG thông thường

Bước 4: Kết nối ống khí và nguồn cho đồng hồ khí
- Ống nối khí còn lại được cắm vào đầu cấp khí phía sau máy hàn MIG.
- Sử dụng tua vít để vặn chặt cổ ống nối khí, đảm bảo không bị hở hoặc rò khí.
Cuối cùng, cắm phích cấp nguồn của đồng hồ khí vào ổ cắm 36V phía sau máy để hoàn tất hệ thống khí bảo vệ.

Lưu ý: Trước khi bắt đầu hàn, nên kiểm tra lại toàn bộ các đầu nối dây dẫn và khí để đảm bảo hệ thống được lắp đúng, kín và an toàn.
3.3. Lắp dây hàn vào súng hàn MIG
vào súng hàn. Đây là thao tác quan trọng giúp dây hàn cấp đều, hồ quang ổn định và hạn chế lỗi cháy ngược.
Bước 1: Kiểm tra và lựa chọn béc hàn phù hợp
Trước tiên, tháo súng hàn MIG và kiểm tra béc hàn đang sử dụng. Cần đảm bảo:
- Nếu sử dụng dây hàn 0.8 mm → chọn béc hàn 0.8
- Nếu sử dụng dây hàn 1.0 mm → chọn béc hàn 1.0
Việc chọn đúng kích thước béc hàn giúp dây hàn tiếp điện tốt và cấp dây ổn định.
Bước 2: Tua dây hàn ra khỏi đầu súng
Sau khi xác nhận béc hàn đúng kích thước, tiến hành:
- Ấn nút tua dây trên máy hàn MIG
- Quan sát cho đến khi dây hàn lòi ra khỏi miệng súng
Bước 3: Lắp hoàn chỉnh súng hàn
Khi dây hàn đã ra khỏi đầu súng:
- Lắp lại béc hàn
- Lắp vỏ súng hàn vào đúng vị trí
- Chừa phần dây hàn nhô ra ngoài vỏ súng khoảng 5 mm, sau đó dùng kìm cắt bỏ phần dây thừa.
Bước 4: Cấp nguồn và kiểm tra
Cuối cùng, cắm dây nguồn vào điện 220V và bật công tắc máy hàn MIG.
Kiểm tra nhanh:
- Dây hàn cấp đều
- Súng hàn hoạt động bình thường
- Không có hiện tượng kẹt dây hoặc rò khí
Nếu dây hàn ra không đều hoặc bị kẹt, cần kiểm tra lại béc hàn, ruột gà và bánh xe tải dây trước khi tiến hành hàn.
3.4. Hướng dẫn chỉnh máy hàn MIG
Trong quá trình hướng dẫn hàn MIG, việc chỉnh đúng thông số máy là yếu tố quyết định chất lượng mối hàn. Trên thực tế, người vận hành không chỉnh từng thông số riêng lẻ, mà cần phối hợp dòng hàn – điện áp – tốc độ dây sao cho hồ quang êm, dây cháy đều và mối hàn ngấu.
3.4.1. Nguyên tắc chỉnh máy hàn MIG trong thực tế
Khi chỉnh máy hàn MIG, cần ghi nhớ các nguyên tắc sau:
- Dòng hàn quyết định độ ngấu
- Tốc độ dây quyết định lượng kim loại đắp
- Điện áp quyết định độ dài hồ quang
Ba thông số này luôn liên quan với nhau. Nếu chỉnh sai một thông số, hai thông số còn lại cũng cần điều chỉnh theo.
3.4.2. Chỉnh dòng hàn MIG
Dòng hàn cần được chọn theo độ dày vật liệu:
- Thép mỏng (1–2 mm): 60 – 90 A
- Thép 2–3 mm: 100 – 120 A
- Thép 4–5 mm: 130 – 160 A
Dòng hàn quá thấp sẽ gây hàn không ngấu, trong khi dòng quá cao dễ làm bắn tóe và biến dạng vật liệu.

3.4.3. Chỉnh tốc độ cấp dây hàn MIG
Sau khi chọn dòng hàn, tiến hành chỉnh tốc độ dây sao cho dây cháy đều:
- Dây ra quá chậm → dễ cháy ngược, hồ quang không ổn định
- Dây ra quá nhanh → dây đâm vào vũng hàn, bắn tóe nhiều
Cách chỉnh đơn giản:
- Tăng dây đến khi hồ quang bắt đầu ổn định
- Giảm nhẹ lại để đạt trạng thái dây cháy đều, tiếng hồ quang êm
Đây là cách chỉnh được thợ sử dụng phổ biến trong xưởng cơ khí.
3.4.4. Chỉnh điện áp hàn MIG
Điện áp nên được chỉnh sau cùng, khi dòng và dây đã tương đối ổn định:
- Điện áp thấp → hồ quang ngắn, dễ dính dây
- Điện áp cao → hồ quang dài, mối hàn bè, bắn tóe
Khi chỉnh đúng điện áp, hồ quang sẽ:
- Cháy đều
- Không giật
- Mối hàn liền, ít bắn tóe
3.4.5. Gợi ý chỉnh nhanh thông số hàn MIG (thực tế xưởng)
| Độ dày thép | Dây hàn | Dòng hàn (A) | Điện áp (V) | Ghi chú |
| 1–2 mm | 0.8 mm | 70–90 | 16–17 | Hàn mỏng, hạn chế bắn |
| 2–3 mm | 0.8 mm | 100–120 | 17–18 | Phổ biến nhất |
| 3–4 mm | 1.0 mm | 130–150 | 18–19 | Cần tay hàn đều |
| 4–5 mm | 1.0 mm | 150–160 | 19–20 | Hàn kết cấu |
3.4.6. Kiểm tra trước khi hàn chính thức
Trước khi hàn sản phẩm: Hàn thử trên phôi mẫu
Quan sát mối hàn:
- Bắn tóe nhiều → giảm dây hoặc tăng điện áp nhẹ
- Dây hay dính → tăng dây hoặc tăng điện áp
Khi hồ quang phát ra tiếng đều, không giật, dây cháy mượt và mối hàn sáng, đó là lúc máy đã được chỉnh đúng.
Tìm hiểu: Máy hàn MIG có hàn được inox không?
3.5. Hướng dẫn cách hàn MIG đẹp, mối hàn đều và ít bắn tóe
Sau khi đã chỉnh máy hàn MIG đúng thông số, bước tiếp theo quyết định mối hàn có đẹp hay không chính là kỹ thuật thao tác khi hàn. Trên thực tế, dù thông số chuẩn nhưng thao tác sai thì mối hàn vẫn xấu, bắn tóe và không đều.

3.5.1. Giữ đúng góc súng hàn MIG
Góc súng hàn ảnh hưởng trực tiếp đến hình dạng và độ ngấu của mối hàn:
Góc súng lý tưởng: nghiêng khoảng 10–15° so với phương hàn
Nên hàn theo kiểu đẩy súng (push) để:
- Quan sát vũng hàn rõ hơn
- Mối hàn sáng, đều và ít bắn tóe
- Tránh dựng súng quá thẳng hoặc nghiêng quá nhiều vì dễ làm mối hàn bè hoặc không ngấu.
3.5.2. Khoảng cách từ súng hàn đến phôi
Khoảng cách hợp lý giúp hồ quang ổn định:
- Khoảng cách đầu béc đến phôi: 10 – 15 mm
- Nếu để quá xa → hồ quang dài, bắn tóe nhiều
- Nếu để quá gần → dễ dính dây, cháy ngược
- Luôn giữ khoảng cách ổn định trong suốt quá trình hàn.
3.5.3. Tốc độ di chuyển súng hàn
Đây là yếu tố quyết định mối hàn có đều hay không:
- Di chuyển đều tay, không giật cục
- Không đi quá nhanh (mối hàn mỏng, không ngấu)
- Không đi quá chậm (mối hàn to, dễ cháy phôi)
Khi hàn đúng, vũng hàn sẽ:
- Tròn, ổn định
- Kim loại nóng chảy lan đều hai mép phôi
3.5.4. Kỹ thuật đi đường hàn MIG
Tùy yêu cầu mối hàn, có thể áp dụng:
- Đi thẳng: dùng cho mối hàn ngắn, thép mỏng
- Đi răng cưa nhẹ hoặc hình vòng cung nhỏ: giúp mối hàn đều, ngấu tốt hơn với thép dày
- Không nên lắc tay quá rộng vì dễ làm mối hàn xấu và bắn tóe.
3.5.5. Quan sát vũng hàn thay vì nhìn dây hàn
Một lỗi phổ biến của người mới là chỉ nhìn dây hàn.
Khi hàn MIG đẹp, cần:
- Tập trung quan sát vũng hàn và mép chảy của kim loại
- Đảm bảo kim loại nóng chảy phủ đều hai bên mép phôi
Đây là kỹ năng quan trọng giúp mối hàn đều và đẹp hơn rõ rệt.
3.5.6. Một số mẹo giúp mối hàn MIG đẹp hơn
- Làm sạch bề mặt phôi trước khi hàn
- Giữ tay hàn chắc, hạn chế rung
- Hàn thử trên phôi mẫu trước khi hàn sản phẩm
- Điều chỉnh lại thông số nếu thấy bắn tóe nhiều hoặc mối hàn không đều

Mẹo: Khi hồ quang cháy đều, tiếng hàn “êm”, mối hàn sáng và vảy hàn đều, đó là dấu hiệu hàn MIG đúng kỹ thuật.
4. Lưu ý an toàn khi hàn MIG trong quá trình làm việc
Bên cạnh việc nắm vững hướng dẫn hàn MIG và kỹ thuật thao tác, người vận hành cần tuân thủ đầy đủ các quy định an toàn để bảo vệ sức khỏe, hạn chế tai nạn và đảm bảo môi trường làm việc an toàn.
Trang bị bảo hộ lao động khi hàn MIG
- Sử dụng mặt nạ hàn MIG để bảo vệ mắt và da khỏi tia hồ quang và tia UV.
- Đeo kính bảo hộ, găng tay cách điện, quần áo bảo hộ chịu nhiệt.
- Không hàn MIG khi mặc quần áo dễ cháy hoặc không có đồ bảo hộ chuyên dụng.
An toàn điện khi sử dụng máy hàn MIG
- Kiểm tra dây nguồn, dây mass, dây súng hàn trước khi vận hành.
- Đảm bảo kẹp mass tiếp xúc tốt với phôi hàn.
- Không vận hành máy hàn MIG trong môi trường ẩm ướt hoặc có nước.
An toàn khí bảo vệ khi hàn MIG
- Kiểm tra kỹ bình khí CO₂/khí trộn, van và đồng hồ khí trước khi hàn.
- Đảm bảo các đầu nối khí được siết chặt, tránh rò rỉ.
- Không đặt bình khí gần nguồn nhiệt hoặc khu vực dễ va đập.

An toàn khu vực làm việc
- Khu vực hàn MIG cần thông thoáng, có hệ thống hút khói hàn.
- Không để xăng, dầu, giấy, nilon hoặc vật liệu dễ cháy gần khu vực hàn.
- Bố trí biển cảnh báo tại khu vực đang hàn trong nhà xưởng.
Lưu ý trong và sau khi hàn MIG
- Không chạm tay trực tiếp vào mối hàn ngay sau khi hàn vì nhiệt độ còn rất cao.
- Sau khi hàn xong, tắt máy, khóa khí, kiểm tra lại toàn bộ thiết bị.
- Bảo quản máy hàn MIG ở nơi khô ráo, sạch sẽ sau khi sử dụng.
Hàn MIG đạt chất lượng cao đòi hỏi người vận hành nắm vững từ khâu lắp đặt, chỉnh máy đến kỹ thuật thao tác và an toàn lao động. Khi áp dụng đúng quy trình, mối hàn sẽ đều, ngấu và ổn định hơn. Người dùng nên thực hành đầy đủ hướng dẫn hàn MIG trong bài viết để nâng cao tay nghề, hạn chế lỗi và đảm bảo hiệu quả khi làm việc tại xưởng cơ khí.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn
Tin Tức Liên Quan

Hướng dẫn sử dụng máy cắt Plasma Jasic đúng kỹ thuật, an toàn
Hướng dẫn sử dụng máy cắt Plasma Jasic đúng kỹ thuật giúp người dùng cắt kim loại nhanh, đường cắt đẹp, ít xỉ và đảm bảo an toàn khi vận hành. Các dòng máy cắt Plasma của Jasic được sử dụng rộng rãi ...

Hướng dẫn sử dụng máy hàn Jasic đúng kỹ thuật
Hướng dẫn sử dụng máy hàn Jasic đúng kỹ thuật giúp người dùng vận hành an toàn, cài đặt thông số chính xác và tạo mối hàn đạt chất lượng cao. Các dòng máy hàn của Jasic được ứng dụng rộng rãi trong cơ ...

Máy hàn Jasic của nước nào?
Máy hàn Jasic của nước nào là câu hỏi được rất nhiều thợ cơ khí, xưởng sản xuất và người dùng gia đình quan tâm khi tìm mua máy hàn điện tử. Bên cạnh giá thành và mẫu mã, xuất xứ thương hiệu và độ uy ...

WELDCOM GIÀNH GIẢI NHẤT “OUTSTANDING PERFORMANCE” TẠI ABB VALUE PROVIDER AWARDS 2025
Hồ Chí Minh, ngày 28/01/2026, trong khuôn khổSOMAValue Provider Conference, hội nghị cấp khu vực của ABB Value Provider quy tụ các đối tác đến từ Đông Nam Á, Trung Đông, Châu Phi và Châu Đại Dương, ...

Hướng dẫn sử dụng cobot hàn JASIC đúng kỹ thuật, dễ áp dụng
Hướng dẫn sử dụng cobot hàn giúp kỹ sư và xưởng cơ khí nắm rõ quy trình vận hành, lập trình và tối ưu mối hàn. Cùng theo dõi bài viết để áp dụng hiệu quả trong sản xuất thực tế. 1. Giới thiệu tổng ...

Xỉ hàn là gì? Cách loại bỉ xỉ hàn đúng kỹ thuật
Xỉ hàn là gì là câu hỏi thường gặp trong hàn cơ khí, bởi xỉ hàn xuất hiện phổ biến và ảnh hưởng trực tiếp đến chất lượng mối hàn. Cùng theo dõi bài viết để hiểu rõ bản chất, vai trò và cách xử lý xỉ ...