Tin Tức Mới
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp)
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


OBARA
JIER
KỸ THUẬT CHẤN KIM LOẠI P1: DAO - CỐI CHẤN VÀ CÁC PHƯƠNG PHÁP GIA CÔNG
- Trang chủ
- Tư vấn kỹ thuật
- KỸ THUẬT CHẤN KIM LOẠI P1: DAO - CỐI CHẤN VÀ CÁC PHƯƠNG PHÁP GIA CÔNG
Gia công chấn là một trong những công đoạn quan trọng trong lĩnh vực gia công kim loại tấm. Nhờ công nghệ chấn, các tấm kim loại phẳng có thể được tạo thành các cấu trúc phức tạp phục vụ cho nhiều lĩnh vực sản xuất như tủ điện, thiết bị công nghiệp, thang máy, cơ khí chế tạo và công nghiệp hỗ trợ.
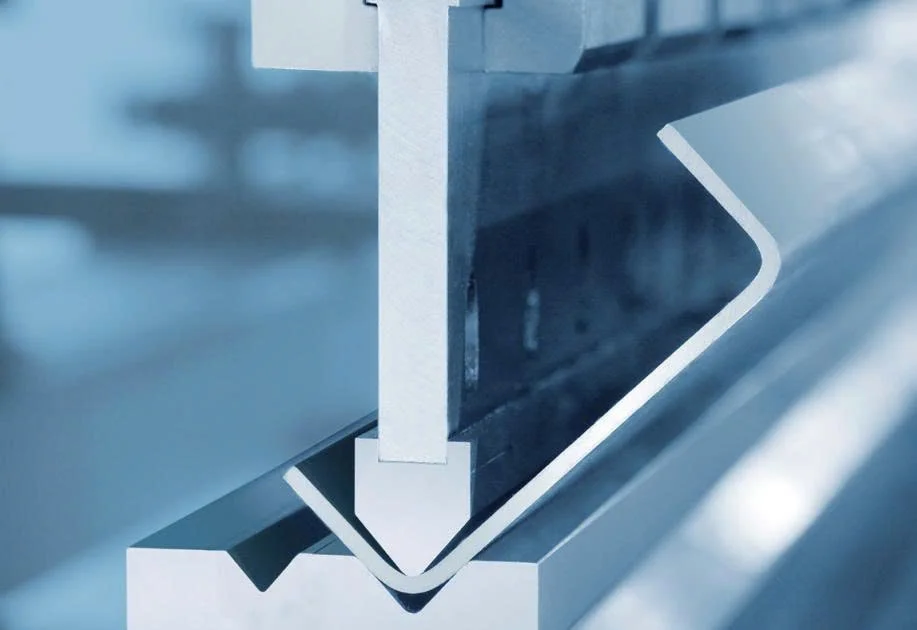
Quá trình chấn được thực hiện thông qua sự phối hợp của ba thành phần chính: máy chấn, dao chấn và cối chấn. Máy chấn tạo lực ép để biến dạng vật liệu; dao chấn truyền lực xuống tấm kim loại; trong khi cối chấn đóng vai trò định hình góc chấn thông qua rãnh V hoặc biên dạng cối. Sự kết hợp chính xác giữa ba yếu tố này quyết định độ chính xác của góc chấn cũng như chất lượng bề mặt của chi tiết sau gia công.
1. Các yếu tố cơ bản ảnh hưởng đến quá trình chấn
Quá trình chấn kim loại tấm chịu ảnh hưởng bởi nhiều yếu tố kỹ thuật khác nhau. Trong đó, các thông số quan trọng gồm độ dày và loại vật liệu, chiều rộng rãnh V của cối chấn, bán kính mũi dao chấn, lực chấn của máy, chiều dài cạnh chấn và phương pháp chấn được sử dụng. Mỗi yếu tố đều tác động trực tiếp đến khả năng biến dạng của vật liệu, độ chính xác của góc chấn và chất lượng bề mặt chi tiết. Vì vậy, việc lựa chọn và thiết lập các thông số phù hợp là điều cần thiết để đảm bảo quá trình gia công diễn ra ổn định, đồng thời hạn chế sai lệch và các lỗi kỹ thuật trong sản xuất.
2. Các loại dao cối và hình dạng mũi chấn
Dao chấn và cối chấn là bộ phận quan trọng trong hệ thống tooling của máy chấn. Tùy theo yêu cầu sản phẩm và phương pháp gia công, các loại dao chấn khác nhau sẽ được sử dụng để đảm bảo hình dạng và chất lượng của góc chấn.
2.1 Các loại dao chấn điển hình
Tùy theo hình dạng chi tiết, độ sâu của góc chấn và phương pháp gia công, dao chấn được thiết kế với nhiều cấu hình khác nhau. Mỗi loại dao phù hợp với một nhóm ứng dụng riêng, giúp đảm bảo góc chấn chính xác đồng thời tránh va chạm giữa dao và chi tiết trong quá trình gia công.
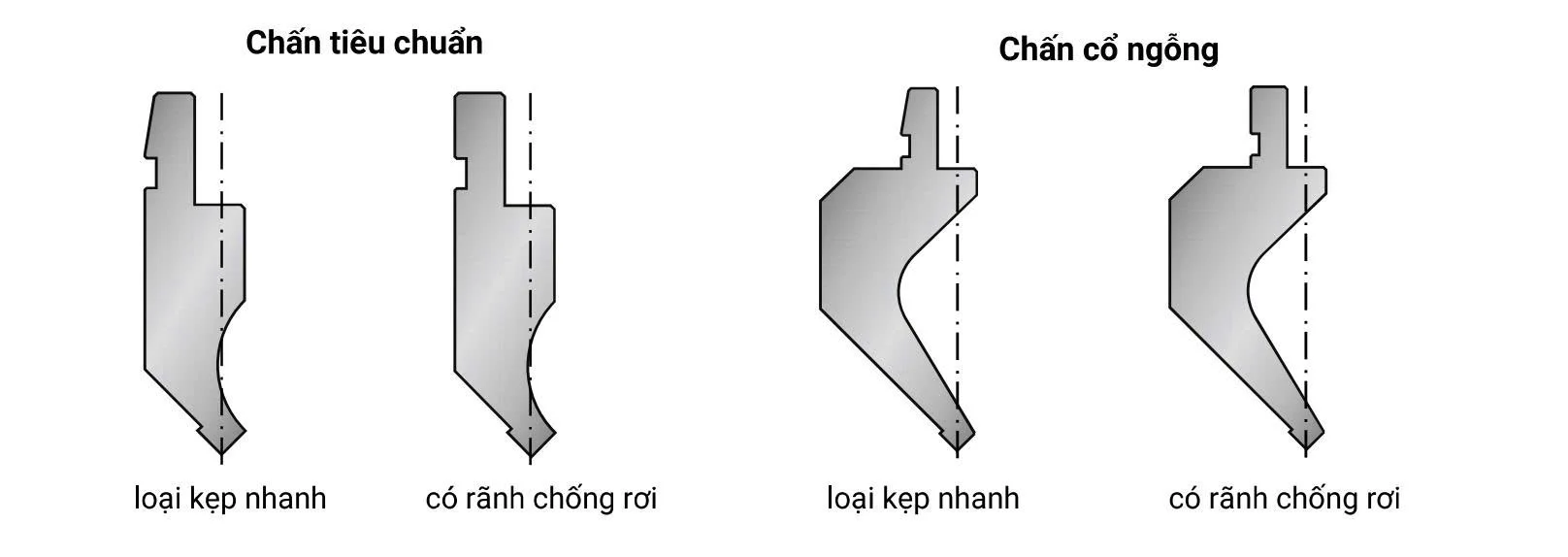
- Chấn tiêu chuẩn: Đây là loại dao chấn phổ biến nhất trong gia công kim loại tấm. Dao có hình dạng đơn giản và được sử dụng cho các góc chấn cơ bản như 90°. Loại dao này thường được sử dụng trong phương pháp chấn chữ V.
- Chấn cổ ngỗng: Dao chấn cổ ngỗng được thiết kế với phần thân cong nhằm tránh va chạm giữa dao và chi tiết khi chấn các sản phẩm có phần gấp sâu. Loại dao này thường được sử dụng khi gia công các chi tiết có nhiều bậc hoặc cấu trúc phức tạp.
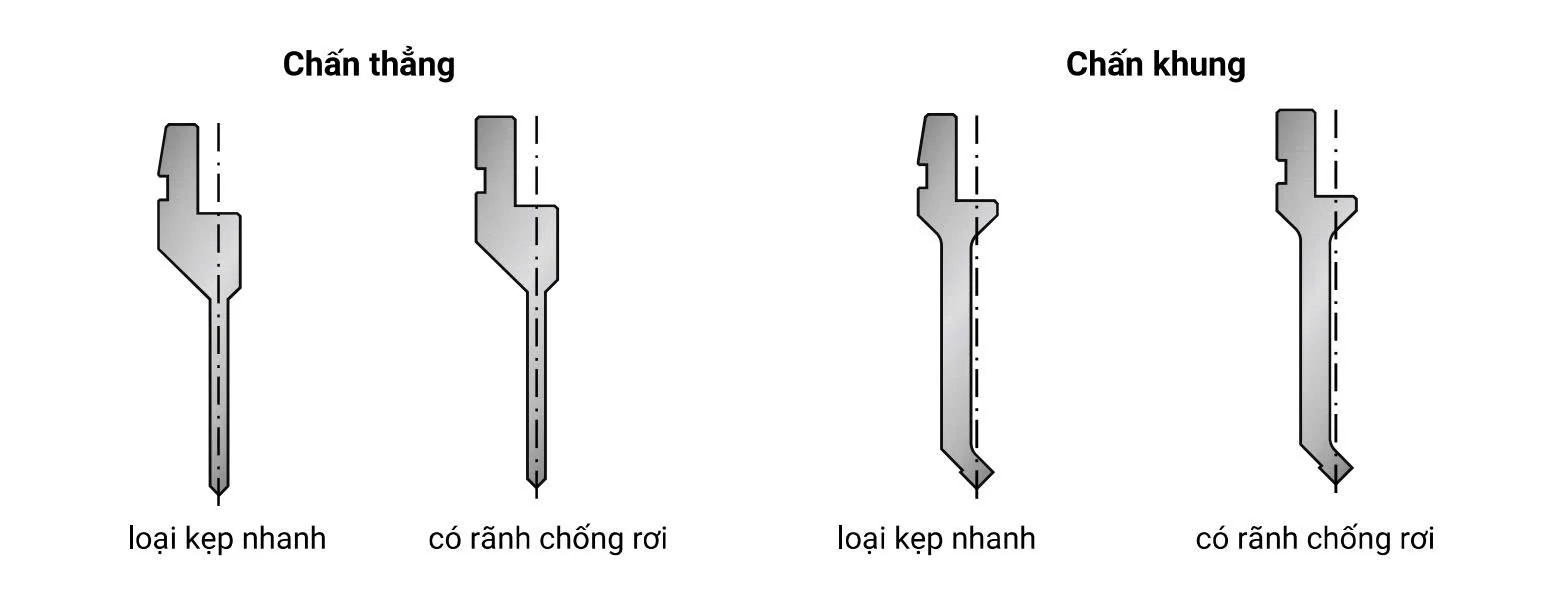
- Chấn thẳng: Dao chấn thẳng có hình dạng đơn giản và thường được sử dụng cho các sản phẩm có hình dạng đơn giản hoặc vật liệu mỏng.
- Chấn khung: Dao chấn khung được thiết kế để gia công các chi tiết có hình dạng khung hoặc cấu trúc đặc biệt.
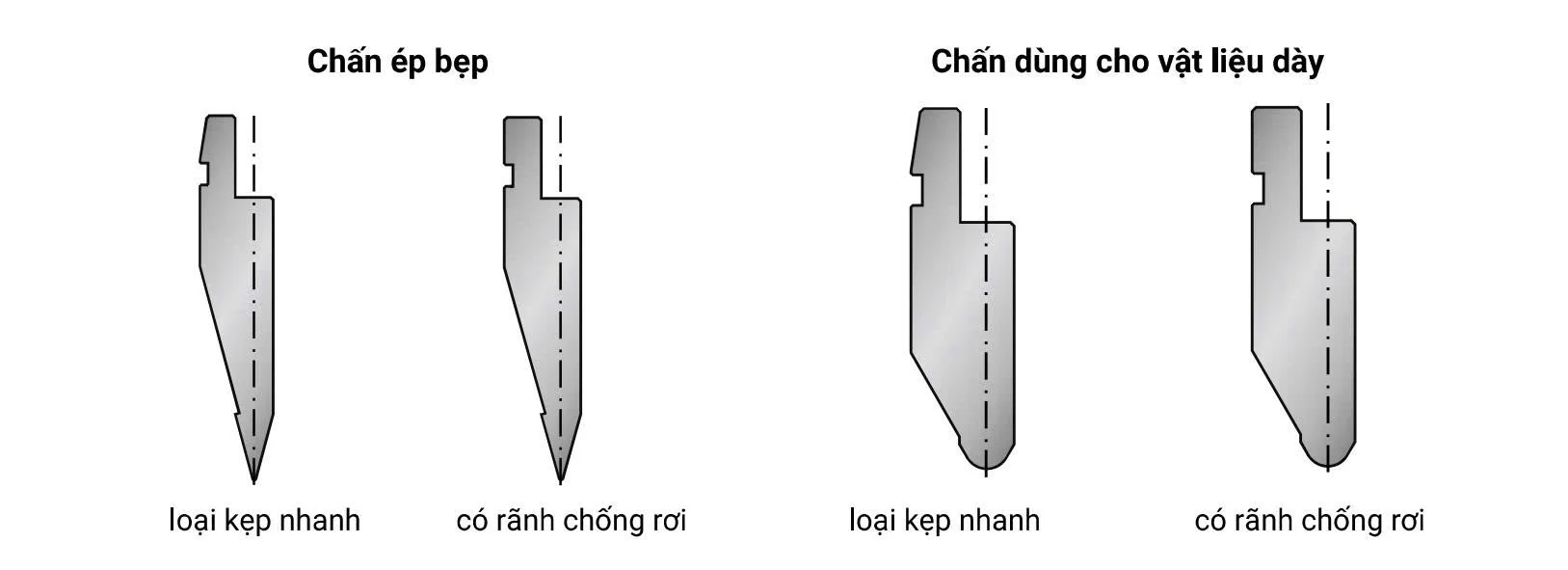
- Chấn ép bẹp: Loại dao này được sử dụng để gập mép vật liệu, thường áp dụng trong các chi tiết yêu cầu tăng độ cứng hoặc đảm bảo an toàn cạnh.
- Chấn dùng cho vật liệu dày: Đối với các vật liệu có độ dày lớn, dao chấn được thiết kế với cấu trúc chắc chắn hơn để chịu được lực chấn lớn.
2.2 Các loại kẹp dao chấn
Hệ thống kẹp dao giúp cố định dao chấn vào bàn máy và đảm bảo an toàn trong quá trình vận hành. Các loại kẹp phổ biến gồm:
- Kẹp nhanh Cho phép thay dao nhanh chóng và thuận tiện, giúp giảm thời gian dừng máy.
- Kẹp có rãnh chống rơi Được thiết kế để ngăn dao chấn rơi ra khỏi vị trí khi tháo lắp hoặc khi máy rung động.
3. Chiều dài dao cối
3.1. Các kích thước tiêu chuẩn của dao và cối chấn
Dao chấn thường được sản xuất theo các kích thước tiêu chuẩn nhằm đảm bảo khả năng lắp ráp linh hoạt. Ví dụ, một số hệ dao chấn có chiều dài tiêu chuẩn khoảng 835 mm và được chia thành nhiều đoạn nhỏ như: 10, 15, 20, 40, 50, 100, 200 mm. Cách chia nhỏ này giúp người vận hành có thể lắp ghép dao phù hợp với chiều dài chi tiết cần gia công.
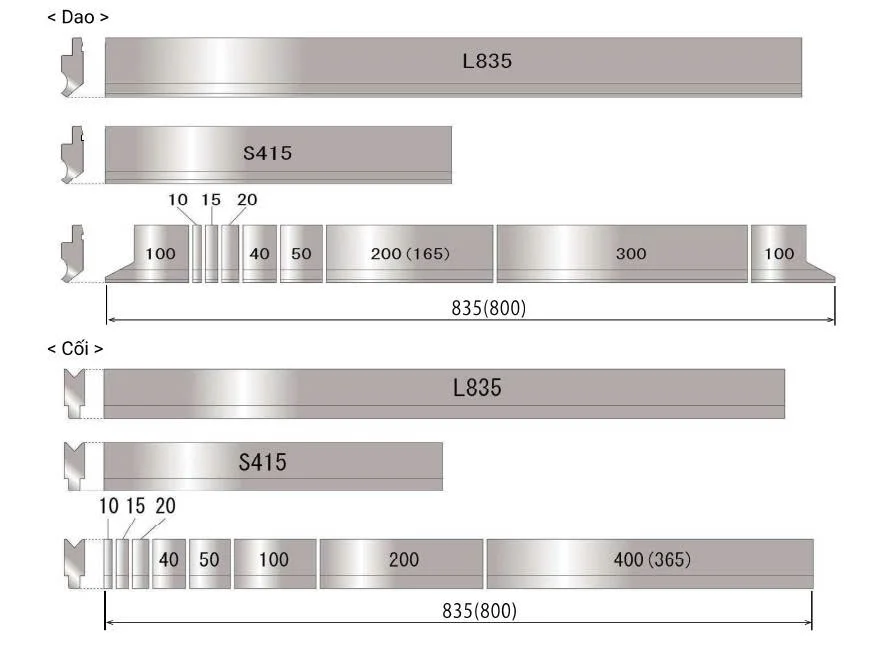
Tương tự dao chấn, cối chấn cũng được sản xuất theo các kích thước tiêu chuẩn để dễ dàng thay thế và kết hợp trong quá trình gia công.
3.2. Ảnh hưởng của chiều dài dao cối đến gia công
Chiều dài của dao chấn và cối chấn là yếu tố quan trọng ảnh hưởng trực tiếp đến quá trình gia công. Dao cối có chiều dài phù hợp sẽ giúp đảm bảo khả năng gia công các chi tiết dài, đồng thời duy trì độ ổn định của góc chấn trong suốt chiều dài chi tiết. Ngoài ra, chiều dài dao cối còn ảnh hưởng đến sự phân bố lực chấn trên toàn bộ đường chấn. Khi lực chấn được phân bố đồng đều, quá trình biến dạng của vật liệu sẽ ổn định hơn và độ chính xác của sản phẩm được đảm bảo. Ngược lại, nếu chiều dài dao cối không phù hợp, lực chấn có thể phân bố không đều, dẫn đến sai lệch góc chấn hoặc biến dạng không mong muốn trên chi tiết gia công.
4. TỔNG HỢP 3 PHƯƠNG PHÁP CHẤN PHỔ BIẾN HIỆN NAY
Phương pháp chấn được phân loại dựa trên mức độ tiếp xúc giữa dao chấn, vật liệu và cối chấn, cũng như mức độ biến dạng của vật liệu trong vùng chấn. Ba phương pháp phổ biến nhất gồm Air Bending, Bottoming và Coining. Mỗi phương pháp có cơ chế tạo hình, yêu cầu lực chấn và độ chính xác khác nhau, vì vậy việc lựa chọn phương pháp phù hợp phụ thuộc vào độ dày vật liệu, yêu cầu độ chính xác và năng lực của máy chấn.
4.1. Air Bending (Partial Bending)
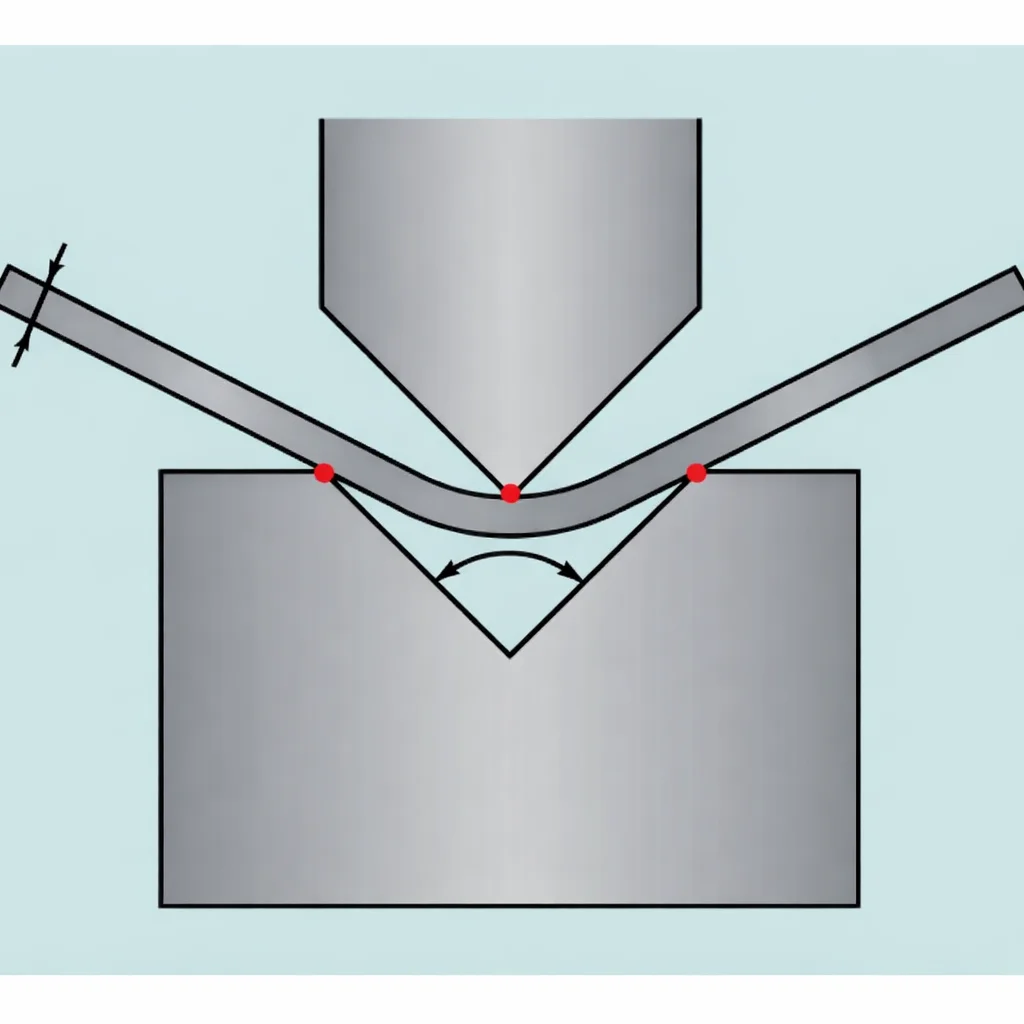
Air Bending là phương pháp chấn phổ biến nhất trong gia công kim loại tấm hiện nay. Trong phương pháp này, dao chấn ép tấm kim loại xuống rãnh V của cối chấn nhưng không ép sát hoàn toàn vật liệu vào đáy cối. Vật liệu chỉ tiếp xúc với ba điểm chính gồm mũi dao chấn và hai cạnh của rãnh V trên cối chấn. Nhờ cơ chế này, góc chấn được hình thành từ sự biến dạng dẻo của vật liệu giữa ba điểm tiếp xúc, thay vì bị ép theo hình dạng của cối. Điều này cho phép người vận hành có thể điều chỉnh góc chấn bằng cách thay đổi hành trình của dao chấn.
 Với phương pháp này, vật liệu không bị ép sát hoàn toàn vào đáy cối nên lực chấn yêu cầu thấp hơn, giúp giảm tải cho máy chấn và hạn chế mài mòn dao cối. Đồng thời, cùng một bộ dao cối có thể tạo ra nhiều góc chấn khác nhau chỉ bằng cách điều chỉnh độ sâu ép của dao, mang lại lợi thế lớn về tính linh hoạt khi sản xuất nhiều loại chi tiết hoặc thay đổi thiết kế. Phương pháp này cũng phù hợp với nhiều loại vật liệu như thép carbon, inox hoặc nhôm, giúp doanh nghiệp tối ưu chi phí tooling và tăng hiệu quả sản xuất.
Với phương pháp này, vật liệu không bị ép sát hoàn toàn vào đáy cối nên lực chấn yêu cầu thấp hơn, giúp giảm tải cho máy chấn và hạn chế mài mòn dao cối. Đồng thời, cùng một bộ dao cối có thể tạo ra nhiều góc chấn khác nhau chỉ bằng cách điều chỉnh độ sâu ép của dao, mang lại lợi thế lớn về tính linh hoạt khi sản xuất nhiều loại chi tiết hoặc thay đổi thiết kế. Phương pháp này cũng phù hợp với nhiều loại vật liệu như thép carbon, inox hoặc nhôm, giúp doanh nghiệp tối ưu chi phí tooling và tăng hiệu quả sản xuất.
Tuy nhiên, Air Bending cũng có một số hạn chế cần cân nhắc, đặc biệt là độ chính xác của góc chấn phụ thuộc nhiều vào thiết lập máy và kinh nghiệm vận hành. Ngoài ra, hiện tượng springback có thể xảy ra sau khi tháo lực chấn, khiến góc chấn bị bật ngược trở lại, và độ ổn định của sản phẩm có thể bị ảnh hưởng nếu tính chất vật liệu không đồng đều.
4.2. Bottoming
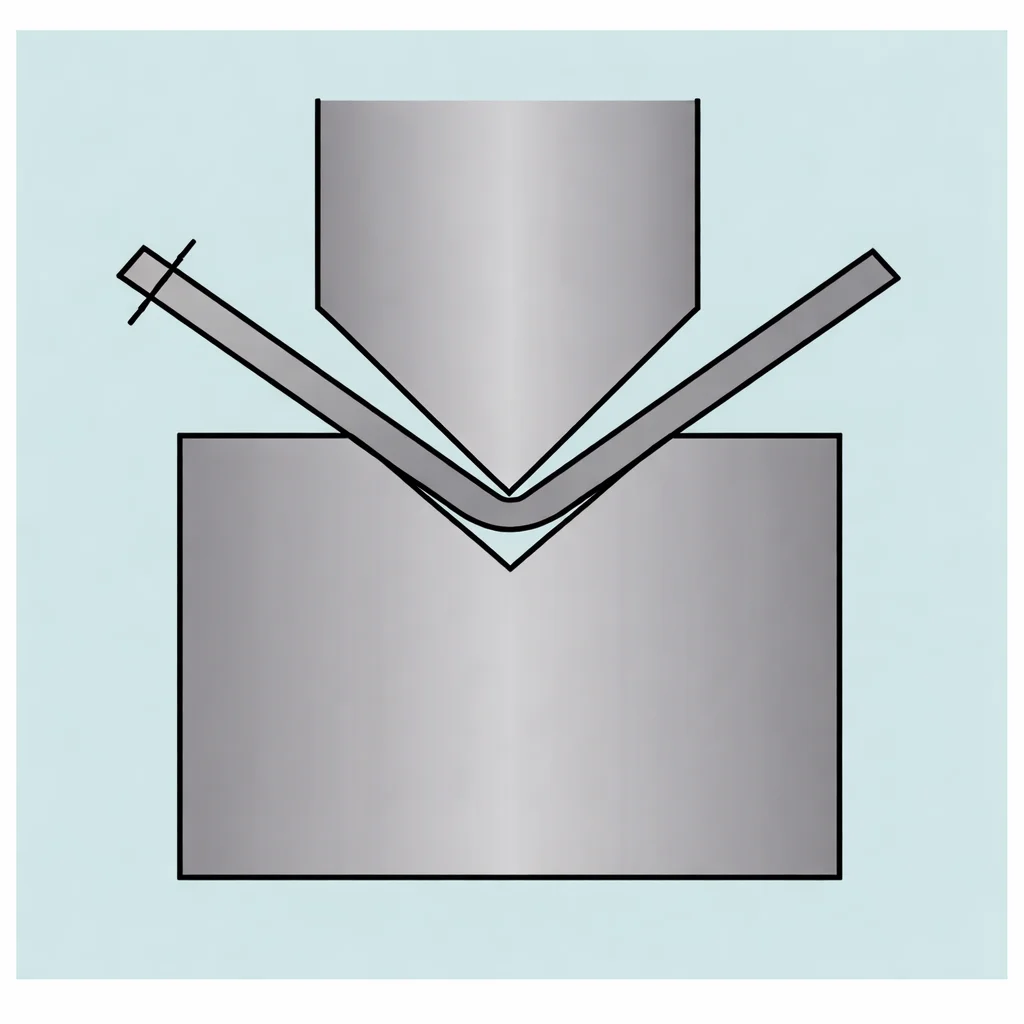
Bottoming là phương pháp chấn trong đó tấm kim loại được ép sát vào đáy rãnh V của cối chấn. Khi dao chấn đi xuống, vật liệu bị ép chặt giữa dao và cối, khiến góc chấn được định hình trực tiếp theo góc của rãnh V. Nhờ cơ chế này, góc chấn đạt độ chính xác cao và ít phụ thuộc vào độ sâu hành trình của dao chấn như trong phương pháp Air Bending.
Đối với các doanh nghiệp sản xuất, lợi ích lớn nhất của phương pháp Bottoming nằm ở độ ổn định và khả năng lặp lại cao của góc chấn. Khi vật liệu được ép sát vào cối, góc chấn gần như cố định theo hình dạng của cối chấn, giúp giảm sai lệch giữa các chi tiết trong sản xuất hàng loạt. Thực tế sản chỉ ra rằng Bottoming thường được ứng dụng trong các lĩnh vực như sản xuất tủ điện, vỏ máy công nghiệp, thiết bị cơ khí hoặc các chi tiết kim loại cần góc chấn ổn định để lắp ráp.
Tuy nhiên, để đạt được độ chính xác này, Bottoming yêu cầu lực chấn lớn hơn đáng kể so với Air Bending vì vật liệu phải được ép hoàn toàn xuống đáy cối. Điều này đòi hỏi máy chấn có công suất đủ lớn và hệ thống tooling phải chịu được tải trọng cao. Do đó, khi lựa chọn phương pháp Bottoming, doanh nghiệp cần cân nhắc năng lực của máy chấn cũng như yêu cầu kỹ thuật của sản phẩm để đảm bảo hiệu quả sản xuất và tuổi thọ thiết bị.
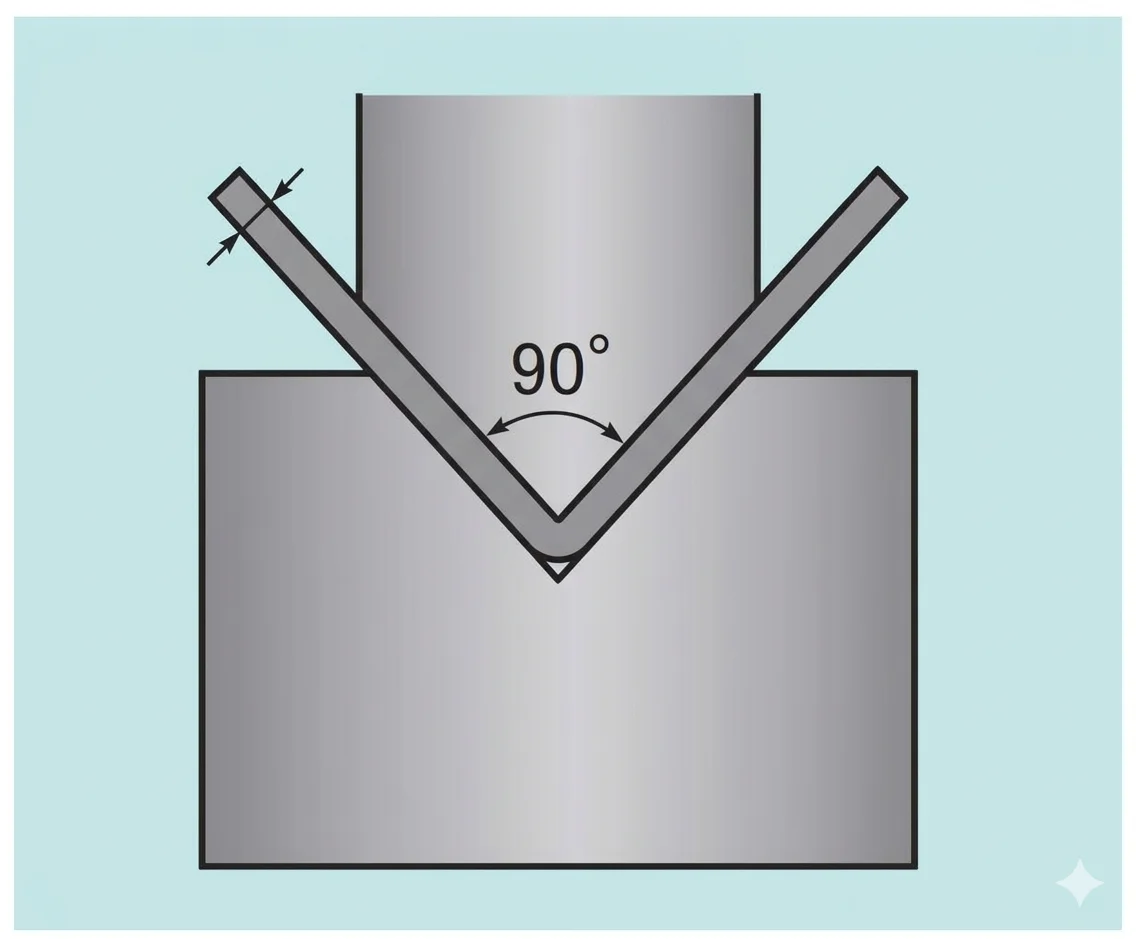
4.3. Coining
Coining là phương pháp chấn trong đó dao chấn ép vật liệu vào cối với lực rất lớn, khiến vùng kim loại tại vị trí chấn bị nén và biến dạng hoàn toàn theo hình dạng của dao và cối. Nhờ cơ chế này, góc chấn đạt độ chính xác rất cao và gần như loại bỏ hiện tượng springback, giúp doanh nghiệp đảm bảo độ ổn định góc chấn và độ lặp lại giữa các chi tiết trong sản xuất.
Phương pháp này thường được áp dụng khi gia công các chi tiết yêu cầu độ chính xác cao, bề mặt chấn ổn định hoặc các sản phẩm cần đảm bảo khả năng lắp ráp chính xác. Tuy nhiên, Coining cũng có một số hạn chế cần cân nhắc, do yêu cầu lực chấn rất lớn, đòi hỏi máy chấn có công suất cao, đồng thời làm dao cối mài mòn nhanh hơn và tiêu tốn năng lượng nhiều hơn so với các phương pháp chấn khác. Vì vậy, Coining thường chỉ được sử dụng trong các trường hợp yêu cầu độ chính xác cao hoặc những chi tiết kỹ thuật đặc biệt.
Có thể thấy rằng chất lượng của một đường chấn không chỉ phụ thuộc vào máy chấn mà còn liên quan chặt chẽ đến việc lựa chọn đúng dao – cối, phương pháp chấn và thiết lập các thông số kỹ thuật phù hợp. Việc hiểu rõ đặc điểm của từng phương pháp chấn sẽ giúp doanh nghiệp lựa chọn giải pháp gia công tối ưu, đảm bảo độ chính xác, hiệu quả sản xuất và tuổi thọ thiết bị. Phần tiếp theo, chúng ta sẽ đi sâu hơn vào các vấn đề thực tiễn thường gặp trong quá trình gia công chấn và cách khắc phục để nâng cao chất lượng sản phẩm.
Tin Tức Liên Quan

Hàn MIG inox: Ưu điểm, kỹ thuật và máy hàn MIG inox
Hàn MIG inox là phương pháp hàn sử dụng dây hàn nóng chảy kết hợp khí bảo vệ để liên kết thép không gỉ. Phương pháp này có tốc độ hàn nhanh, hồ quang ổn định và phù hợp với nhiều xưởng cơ khí hiện ...

Top 10 máy hàn TIG inox Jasic chính hãng, hàn đẹp, giá tốt
Máy hàn TIG inox là thiết bị được nhiều thợ cơ khí và xưởng gia công lựa chọn nhờ khả năng tạo mối hàn đẹp, ít bắn tóe và kiểm soát nhiệt tốt. Phương pháp hàn TIG đặc biệt phù hợp với vật liệu inox ...

Hướng dẫn hàn inox bằng máy hàn que cho người mới
Hàn inox bằng máy hàn que là phương pháp đơn giản, tiết kiệm chi phí và dễ thực hiện ngay cả với người mới bắt đầu. Chỉ cần lựa chọn đúng loại que hàn inox và thiết lập thông số hàn phù hợp, máy hàn ...

Hàn nhôm với các kim loại khác: Sắt, Đồng, Thiếc
Hàn nhôm với các kim loại khác như sắt, đồng hoặc chính nhôm là kỹ thuật được nhiều xưởng cơ khí quan tâm khi gia công vật liệu nhôm. Tuy nhiên, nhôm là kim loại có đặc tính dẫn nhiệt cao và bề mặt dễ ...

Cách hàn inox: TIG, MIG hay hàn que tốt hơn?
Cách hàn inox đúng kỹ thuật giúp mối hàn bền, đẹp và hạn chế biến màu trong quá trình gia công. Inox là vật liệu được sử dụng phổ biến trong cơ khí, nội thất và sản xuất công nghiệp, nhưng việc hàn ...

Cách chỉnh máy hàn TIG nhôm đúng kỹ thuật cho mối hàn đẹp
Cách chỉnh máy hàn TIG nhôm là bước quan trọng quyết định đến độ đẹp và độ bền của mối hàn. Khi thiết lập đúng dòng hàn, thời gian khí và thông số hồ quang, quá trình hàn nhôm bằng máy hàn TIG sẽ cho ...