Tin Tức Mới
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp)
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


OBARA
JIER
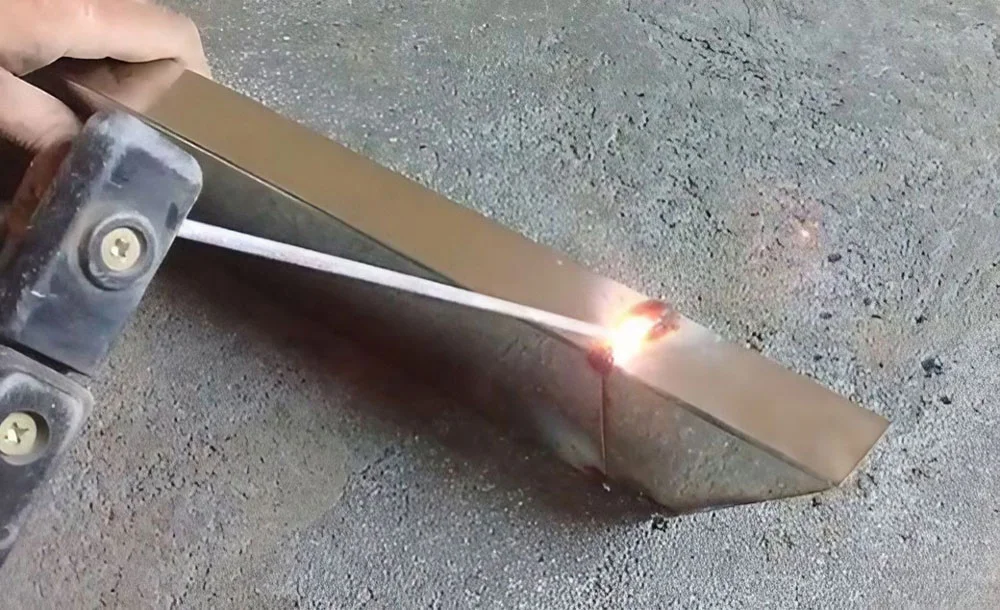
Hướng dẫn hàn inox bằng máy hàn que cho người mới
- Trang chủ
- Tư vấn kỹ thuật
- Máy hàn, cắt plasma
- Hướng dẫn hàn inox bằng máy hàn que cho người mới
Hàn inox bằng máy hàn que là phương pháp đơn giản, tiết kiệm chi phí và dễ thực hiện ngay cả với người mới bắt đầu. Chỉ cần lựa chọn đúng loại que hàn inox và thiết lập thông số hàn phù hợp, máy hàn que hoàn toàn có thể tạo ra mối hàn bền chắc trên vật liệu thép không gỉ.
Trong bài viết này, chúng ta sẽ cùng tìm hiểu hàn inox bằng máy hàn que có được không, cách chọn que hàn inox, quy trình hàn đúng kỹ thuật và những lưu ý quan trọng để mối hàn đẹp và ổn định.
1. Máy hàn que có hàn được inox không?
Một câu hỏi rất phổ biến là: máy hàn que có hàn được inox không? Câu trả lời là hoàn toàn có thể. Trên thực tế, hàn inox bằng máy hàn que là phương pháp được sử dụng khá nhiều trong cơ khí dân dụng, sửa chữa thiết bị hoặc thi công công trình.
Nguyên lý của phương pháp này là sử dụng hồ quang điện từ máy hàn que để làm nóng chảy kim loại cơ bản và que hàn inox. Khi kim loại nóng chảy nguội đi, mối hàn sẽ hình thành và liên kết các chi tiết inox lại với nhau.
Tuy nhiên, so với hàn thép carbon, quá trình hàn inox bằng máy hàn que cần chú ý hơn vì inox có đặc tính:
- Dẫn nhiệt kém hơn thép thường
- Hệ số giãn nở nhiệt lớn
- Dễ biến màu khi gặp nhiệt độ cao
Nếu thiết lập dòng hàn quá lớn hoặc thao tác không đúng kỹ thuật, vật liệu inox có thể bị cong vênh hoặc cháy thủng.

Để hàn inox bằng máy hàn que đạt hiệu quả, người thợ nên:
- Chọn que hàn inox chuyên dụng như 308L, 309L hoặc 316L
- Giữ hồ quang ngắn để mối hàn tập trung
- Điều chỉnh dòng hàn thấp hơn khi hàn thép carbon
Thông thường, phương pháp hàn inox bằng máy hàn que phù hợp với inox có độ dày từ khoảng 2 mm trở lên. Với inox quá mỏng (dưới 1.5 mm), phương pháp TIG thường cho kết quả thẩm mỹ tốt hơn.
2. Lựa chọn que hàn inox phù hợp
Để hàn inox bằng máy hàn que đạt chất lượng cao, việc lựa chọn đúng que hàn inox là yếu tố rất quan trọng. Khi chọn que hàn, cần quan tâm đến ba yếu tố chính: mác que hàn, đường kính que và loại lớp thuốc bọc.
2.1. Chọn mác que hàn theo vật liệu inox
Mỗi loại inox sẽ phù hợp với một loại que hàn tiêu chuẩn khác nhau.
Một số loại que hàn phổ biến khi hàn inox bằng máy hàn que gồm:
- E308L-16: Phù hợp để hàn inox 304 với inox 304. Đây là loại que hàn phổ biến nhất cho thép không gỉ 18/8. Ký hiệu “L” giúp giảm nguy cơ nứt do kết tủa cacbua.
- E316L-16: Thường dùng khi hàn inox 316. Loại que này có thêm molypden (Mo) giúp tăng khả năng chống ăn mòn, đặc biệt trong môi trường hóa chất hoặc nước biển.
- E309L-16: Thích hợp khi hàn inox với thép carbon hoặc hàn inox khác mác. Loại que này giúp giảm nguy cơ nứt nóng và tạo lớp kim loại trung gian ổn định.
- Inox 201: Có thể sử dụng que hàn E308L-16. Tuy nhiên khi hàn inox 201 với thép đen hoặc vật liệu khác mác, E309L-16 vẫn là lựa chọn an toàn hơn.
Việc lựa chọn đúng mác que giúp quá trình hàn inox bằng máy hàn que đạt độ bền cao và hạn chế lỗi mối hàn.
2.2. Chọn đường kính que hàn theo độ dày phôi
Đường kính que hàn ảnh hưởng trực tiếp đến khả năng kiểm soát nhiệt và độ ổn định của hồ quang.
Khi hàn inox bằng máy hàn que, có thể tham khảo cách chọn đường kính que như sau:
- Inox 0.8 – 1.2 mm → dùng que Ø2.0 mm
- Inox 1.2 – 2.0 mm → dùng que Ø2.5 mm
- Inox 2.0 – 3.0 mm → dùng que Ø3.2 mm
- Inox trên 3 mm → dùng que Ø3.2 – 4.0 mm
Với người mới học hàn inox bằng máy hàn que, que Ø2.5 mm thường là lựa chọn dễ điều khiển và phổ biến nhất.
2.3. Phân biệt ký hiệu và lớp thuốc bọc
Trong các loại que hàn inox, ký hiệu “-16” thường chỉ loại que có lớp thuốc bọc rutile.
Đặc điểm của loại que này:
- Hồ quang êm và ổn định
- Xỉ hàn dễ bong
- Bề mặt mối hàn sáng đẹp
Loại que này có thể sử dụng với cả AC hoặc DC, tuy nhiên khi hàn inox bằng máy hàn que nên ưu tiên DC+ (que dương) để hồ quang ổn định hơn.
3. Hướng dẫn hàn inox bằng máy hàn que
Để hàn inox bằng máy hàn que đạt chất lượng tốt, người thợ cần thực hiện đúng quy trình từ chuẩn bị vật liệu đến hoàn thiện mối hàn.

Bước 1: Chuẩn bị bề mặt vật liệu
Trước khi bắt đầu hàn inox bằng máy hàn que, cần làm sạch bề mặt vật liệu.
Các bước chuẩn bị gồm:
- Làm sạch mép hàn bằng bàn chải inox hoặc đá mài
- Loại bỏ dầu mỡ, bụi bẩn và lớp oxit
- Không sử dụng bàn chải thép thường để tránh nhiễm bẩn inox
Nếu vật liệu có độ dày trên 3 mm, nên vát mép để tăng độ ngấu của mối hàn.
Bước 2: Chọn que hàn và chỉnh máy
Để hàn inox bằng máy hàn que hiệu quả, cần chọn đúng loại que và điều chỉnh dòng hàn phù hợp.
Một số nguyên tắc cơ bản:
- Inox 304 → dùng que 308L
- Inox 316 → dùng que 316L
- Inox với thép carbon → dùng 309L
Ngoài ra, nên:
- Chọn đường kính que phù hợp độ dày vật liệu
- Điều chỉnh dòng hàn thấp hơn khoảng 10–15% so với hàn thép thường
- Sử dụng DC+ (que cực dương) để hồ quang ổn định
Gợi ý dòng hàn inox bằng máy hàn que phù hợp:
| Que hàn | Dòng hàn tham khảo |
| Ø2.0 mm | 40 – 60A |
| Ø2.5 mm | 60 – 80A |
| Ø3.2 mm | 80 – 110A |
| Ø4.0 mm | 110 – 140A |
Bước 3: Thao tác hàn inox

Khi thực hiện hàn inox bằng máy hàn que, người thợ cần chú ý kỹ thuật thao tác.
Một số nguyên tắc quan trọng:
- Giữ hồ quang ngắn (1–2 mm)
- Di chuyển que hàn đều tay
- Hạn chế dao động quá rộng khi hàn
Với mối hàn dài, nên hàn ngắt quãng và cho vật liệu nghỉ xen kẽ để giảm cong vênh.
Sau mỗi lớp hàn, cần đánh sạch xỉ trước khi hàn lớp tiếp theo.
Bước 4: Hoàn thiện mối hàn
Sau khi hoàn thành quá trình hàn inox bằng máy hàn que, cần thực hiện các bước hoàn thiện.
- Làm sạch xỉ và cặn hàn
- Kiểm tra bề mặt mối hàn
- Loại bỏ các khuyết tật như rỗ khí hoặc nứt
Trong một số trường hợp, có thể sử dụng dung dịch passivation để làm sạch bề mặt và tái tạo lớp chống ăn mòn của inox.
4. Lưu ý quan trọng cho người mới bắt đầu
Khi mới học hàn inox bằng máy hàn que, người thợ cần chú ý thêm một số yếu tố để đảm bảo an toàn và chất lượng mối hàn.

An toàn lao động
- Sử dụng kính hàn, găng tay và quần áo bảo hộ
- Tránh tiếp xúc trực tiếp với tia hồ quang
- Làm việc ở nơi thông thoáng để hạn chế khói hàn
Điều kiện môi trường
- Tránh hàn inox khi gió mạnh
- Nếu nhiệt độ vật liệu quá thấp, có thể làm nóng nhẹ trước khi hàn
Kỹ thuật thao tác
- Giữ hồ quang ngắn và ổn định
- Hàn nhanh khi vật liệu mỏng để tránh cháy thủng
- Với mối dài nên hàn từng đoạn
Sau khi hàn inox bằng máy hàn que, luôn cần:
- Làm sạch xỉ
- Kiểm tra mối hàn
- Xử lý bề mặt nếu cần
5. So sánh hàn inox bằng máy hàn que – TIG – MIG
| Tiêu chí | Hàn que | Hàn TIG | Hàn MIG |
| Chi phí thiết bị | Thấp | Trung bình | Cao |
| Độ khó thao tác | Trung bình | Khó | Trung bình |
| Độ thẩm mỹ mối hàn | Trung bình | Rất cao | Cao |
| Tốc độ hàn | Trung bình | Chậm | Nhanh |
| Hàn ngoài trời | Tốt | Kém | Hạn chế |
| Ứng dụng | Công trình, sửa chữa | Nội thất inox | Sản xuất công nghiệp |
Với việc lựa chọn đúng que hàn và thao tác đúng kỹ thuật, hàn inox bằng máy hàn que hoàn toàn có thể tạo ra mối hàn bền chắc và ổn định. Đây là phương pháp tiết kiệm chi phí, thiết bị đơn giản và phù hợp với nhiều công việc cơ khí dân dụng cũng như sửa chữa thiết bị.
Nếu bạn đang tìm kiếm giải pháp hàn inox bằng máy hàn que hiệu quả, hãy lựa chọn máy hàn chất lượng và que hàn inox phù hợp với vật liệu để đảm bảo mối hàn bền, đẹp và an toàn khi sử dụng.
6. Lỗi thường gặp khi hàn inox bằng máy hàn que
Trong quá trình hàn inox bằng máy hàn que, nếu thông số hàn chưa phù hợp hoặc thao tác chưa đúng kỹ thuật, mối hàn rất dễ xuất hiện các khuyết tật. Những lỗi này không chỉ ảnh hưởng đến tính thẩm mỹ mà còn làm giảm độ bền của mối hàn inox.
Việc nhận biết sớm các lỗi thường gặp sẽ giúp người thợ điều chỉnh kịp thời và cải thiện chất lượng khi hàn inox bằng máy hàn que.
| STT | Lỗi thường gặp | Biểu hiện | Nguyên nhân | Cách khắc phục |
| 1 | Mối hàn bị cháy cạnh | Mép vật liệu inox bị lõm hoặc cháy xém dọc theo đường hàn. |
|
|
| 2 | Mối hàn bị rỗ khí | Xuất hiện các lỗ nhỏ li ti trên bề mặt mối hàn inox. |
|
|
| 3 | Mối hàn bị đổi màu hoặc cháy đen | Sau khi hàn inox bằng máy hàn que, vùng mối hàn xuất hiện màu vàng, xanh hoặc đen. |
|
|
| 4 | Thiếu ngấu mối hàn | Kim loại hàn không liên kết hoàn toàn với vật liệu inox. |
|
|
| 5 | Cong vênh vật liệu inox | Sau khi hàn inox bằng máy hàn que, chi tiết inox bị cong hoặc biến dạng. |
|
|
Nhìn chung, phần lớn lỗi khi hàn inox bằng máy hàn que đều liên quan đến việc kiểm soát nhiệt và kỹ thuật thao tác. Nếu lựa chọn đúng que hàn inox, điều chỉnh dòng hàn hợp lý và giữ hồ quang ổn định, người thợ hoàn toàn có thể tạo ra mối hàn inox bền chắc và hạn chế khuyết tật.
Hàn inox bằng máy hàn que là giải pháp đơn giản, tiết kiệm và phù hợp với nhiều công việc gia công cơ khí hoặc thi công ngoài công trình. Khi lựa chọn đúng que hàn inox, điều chỉnh dòng hàn phù hợp và thao tác đúng kỹ thuật, người thợ vẫn có thể tạo ra mối hàn bền chắc và ổn định.
Để hàn inox bằng máy hàn que đạt hiệu quả tốt, cần chú ý làm sạch bề mặt vật liệu, kiểm soát nhiệt khi hàn và luyện tập thao tác đều tay. Nắm vững những nguyên tắc cơ bản này sẽ giúp bạn tạo ra mối hàn inox chất lượng và hạn chế các lỗi thường gặp trong thực tế.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn
Tin Tức Liên Quan

4 Phương pháp hàn inox phổ biến nhất hiện nay
Hàn inox là kỹ thuật quan trọng trong gia công thép không gỉ, giúp liên kết các chi tiết inox với độ bền cao và đảm bảo khả năng chống ăn mòn của vật liệu. Tuy nhiên, do đặc tính dẫn nhiệt thấp và dễ ...

Tổng quan về que hàn inox
Que hàn inox là vật liệu quan trọng trong quá trình hàn các chi tiết thép không gỉ, giúp tạo mối hàn bền chắc, chống ăn mòn và đảm bảo độ bền cơ học của kết cấu. Trong gia công cơ khí, việc lựa chọn ...

WELDCOM ĐÓN TIẾP ĐOÀN CLB DOANH NHÂN BÁCH KHOA ĐẾN CHÚC TẾT VÀ LÀM VIỆC ĐẦU XUÂN
Trong không khí ấm áp của những ngày đầu năm mới, Weldcom vinh dự đón tiếp đoàn đại diện CLB Doanh nhân Bách Khoa đến thăm, chúc Tết và trao đổi công việc tại trụ sở công ty. Chuyến thăm đầu xuân ...

Top 10 máy hàn TIG inox Jasic chính hãng, hàn đẹp, giá tốt
Máy hàn TIG inox là thiết bị được nhiều thợ cơ khí và xưởng gia công lựa chọn nhờ khả năng tạo mối hàn đẹp, ít bắn tóe và kiểm soát nhiệt tốt. Phương pháp hàn TIG đặc biệt phù hợp với vật liệu inox ...

Hàn MIG inox: Ưu điểm, kỹ thuật và máy hàn MIG inox
Hàn MIG inox là phương pháp hàn sử dụng dây hàn nóng chảy kết hợp khí bảo vệ để liên kết thép không gỉ. Phương pháp này có tốc độ hàn nhanh, hồ quang ổn định và phù hợp với nhiều xưởng cơ khí hiện ...

KỸ THUẬT CHẤN KIM LOẠI P1: DAO - CỐI CHẤN VÀ CÁC PHƯƠNG PHÁP GIA CÔNG
Gia công chấn là một trong những công đoạn quan trọng trong lĩnh vực gia công kim loại tấm. Nhờ công nghệ chấn, các tấm kim loại phẳng có thể được tạo thành các cấu trúc phức tạp phục vụ cho nhiều ...