Tin Tức Mới
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp)
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


OBARA
JIER
Cẩm nang kỹ thuật hàn que/hồ quang tay cho người mới bắt đầu
- Trang chủ
- Tư vấn kỹ thuật
- Cẩm nang kỹ thuật hàn que/hồ quang tay cho người mới bắt đầu
Kỹ thuật hàn que là nền tảng quan trọng trong gia công cơ khí, được ứng dụng rộng rãi từ sửa chữa dân dụng đến sản xuất công nghiệp. Dù không đòi hỏi thiết bị quá phức tạp, hàn que (hay còn gọi là hàn hồ quang tay) lại yêu cầu người thợ nắm vững kỹ thuật hàn điện, từ cách chỉnh máy hàn que, cách sử dụng máy hàn que cho đến thao tác thực tế để tạo ra mối hàn bền chắc, thẩm mỹ.
Trong bài viết này, chúng tôi sẽ cung cấp hướng dẫn hàn que bài bản, dễ hiểu, giúp bạn từng bước làm chủ kỹ thuật hàn que đẹp, hạn chế lỗi và nâng cao chất lượng mối hàn trong thực tế.
1. Tổng quan về hàn que
Trong các phương pháp hàn kim loại hiện nay, hàn que vẫn giữ vai trò nền tảng và được ứng dụng rộng rãi nhờ tính linh hoạt, chi phí thấp và khả năng làm việc trong nhiều điều kiện khác nhau. Trước khi đi sâu vào kỹ thuật hàn que, cách chỉnh máy hay thao tác thực hành, người học cần hiểu rõ bản chất của phương pháp hàn này, đặc biệt là khái niệm và nguyên lý hoạt động cơ bản.
1.1. Hàn que là gì?
Hàn que (SMAW – Shielded Metal Arc Welding), còn được gọi là hàn hồ quang tay, là một trong những kỹ thuật hàn điện phổ biến nhất hiện nay. Phương pháp này sử dụng que hàn có lớp thuốc bọc làm điện cực để tạo hồ quang điện giữa đầu que hàn và bề mặt vật hàn.
Khi dòng điện đi qua, hồ quang sinh ra nhiệt độ cao làm nóng chảy que hàn và kim loại cơ bản, tạo thành mối hàn liên kết chắc chắn. Lớp thuốc bọc trên que hàn khi cháy sẽ sinh ra khí bảo vệ và tạo lớp xỉ phủ trên bề mặt mối hàn, giúp ngăn kim loại nóng chảy tiếp xúc với không khí, từ đó nâng cao độ bền và chất lượng mối hàn.
Toàn bộ quá trình hàn được thực hiện thủ công, người thợ trực tiếp điều khiển que hàn bằng tay, vì vậy hàn que còn được gọi là hàn hồ quang tay để phân biệt với các phương pháp hàn bán tự động hoặc tự động khác. Phương pháp này được ứng dụng rộng rãi trong liên kết, lắp ráp và sửa chữa kim loại, đặc biệt phù hợp với các vật liệu như thép carbon, thép hợp kim và inox.
Xem thêm: Kỹ thuật hàn nhôm và điểm cần lưu ý
1.2. Ưu và nhược điểm của hàn que
Để áp dụng kỹ thuật hàn que hiệu quả, người học cần hiểu rõ những ưu điểm và hạn chế đặc trưng của phương pháp hàn này.
Ưu điểm của hàn que
- Hàn được nhiều loại kim loại: thép carbon, thép không gỉ, nhôm, đồng, niken, hợp kim màu, thép dụng cụ và cả một số kim loại có tính hoạt động cao.
- Linh hoạt trong môi trường làm việc: có thể hàn trong nhà, ngoài trời và ở các vị trí khó tiếp cận. Do không cần khí bảo vệ ngoài, hàn que ít bị ảnh hưởng bởi gió và điều kiện thời tiết.
- Máy hàn điện tử gọn nhẹ, dễ di chuyển: thiết bị có kết cấu đơn giản, thuận tiện cho công trình, xưởng cơ khí nhỏ hoặc công việc sửa chữa lưu động.
- Chi phí đầu tư thấp: máy hàn que phổ thông chỉ từ khoảng 1.000.000 VNĐ, chi phí vận hành và bảo trì thấp.
- Phù hợp nhiều đối tượng sử dụng: từ cá nhân, hộ gia đình đến các xưởng cơ khí vừa và nhỏ.
Nhược điểm của hàn que
- Không thể tự động hóa: toàn bộ quá trình hàn đều thao tác thủ công, không phù hợp với dây chuyền sản xuất tự động hoặc sản xuất hàng loạt.
- Năng suất thấp: tốc độ hàn chậm, hệ số đắp kim loại khoảng 1 kg/giờ, phải thay que hàn thường xuyên.
- Yêu cầu tay nghề thợ hàn: người thợ cần nắm vững cách sử dụng máy hàn que, biết mồi hồ quang, điều chỉnh dòng điện, góc que và chiều dài hồ quang. Nếu thao tác sai, dễ gặp các lỗi như ngấu kém, cháy thủng, bắn tóe nhiều.
- Mối hàn nhiều xỉ, tốn công vệ sinh: sau hàn cần gõ xỉ và mài làm sạch, chất lượng mối hàn ở mức trung bình, dễ gây biến dạng do nhiệt lớn.
- Hiệu quả kinh tế chưa cao: phù hợp cho hàn thủ công và sửa chữa nhỏ lẻ, nhưng không tối ưu cho sản xuất khối lượng lớn.
1.3. Ứng dụng của hàn que

Nhờ tính linh hoạt và chi phí đầu tư thấp, hàn hồ quang tay được ứng dụng rộng rãi trong nhiều lĩnh vực:
- Hàn kết cấu thép, bồn bể áp lực, khung giàn, ống thép
- Đóng tàu, chế tạo cơ khí, hàn lắp ráp trong xây dựng
- Gia công và sửa chữa các chi tiết dân dụng như cửa sắt, khung xe, bàn ghế kim loại
- Hàn đính gá, sửa chữa thiết bị, gia công nhỏ lẻ trực tiếp tại công trường
Chính vì phạm vi ứng dụng rộng và yêu cầu thao tác thủ công cao, việc nắm vững kỹ thuật hàn que, từ cách chỉnh máy hàn que đến hướng dẫn hàn que đúng kỹ thuật, là yếu tố then chốt giúp tạo ra mối hàn bền, đẹp và an toàn trong thực tế.
2. Chuẩn bị dụng cụ & vật tư trước khi hàn que
Để kỹ thuật hàn que đạt hiệu quả cao, mối hàn bền chắc và hạn chế lỗi phát sinh, khâu chuẩn bị dụng cụ và vật tư đóng vai trò rất quan trọng. Việc chuẩn bị đúng và đủ không chỉ giúp quá trình hàn diễn ra thuận lợi mà còn hỗ trợ người thợ dễ dàng kiểm soát hồ quang, dòng điện và chất lượng mối hàn ngay từ đầu.
2.1. Dụng cụ và thiết bị cần thiết khi hàn que
Trước khi tiến hành hàn, cần chuẩn bị đầy đủ các thiết bị cơ bản sau:
- Nguồn hàn (máy hàn que – SMAW): lựa chọn máy có dải dòng điện phù hợp với độ dày phôi và đường kính que hàn.
- Kìm hàn: chọn loại chịu được dòng điện hàn cần thiết (300A, 500A…), đảm bảo tiếp xúc tốt với que hàn.
- Kẹp mát (mass): có nhiệm vụ hoàn tất mạch điện hàn, cần đảm bảo tiếp xúc chắc chắn với phôi.
- Phôi hàn: làm sạch hoàn toàn gỉ sét, dầu mỡ, sơn hoặc tạp chất tại vị trí hàn để hồ quang ổn định và mối hàn ngấu đều.
Việc chuẩn bị phôi sạch sẽ là bước nền tảng giúp cách sử dụng máy hàn que đạt hiệu quả, hạn chế bắn tóe và rỗ khí trong mối hàn.
2.2. Cách đấu nối máy hàn que đúng kỹ thuật

Sau khi chuẩn bị đầy đủ thiết bị, bước tiếp theo là đấu nối máy hàn. Trong kỹ thuật hàn điện, có hai phương pháp đấu cực phổ biến:
| Phương pháp đấu nối | Phương pháp thuận (DCEN – cực thuận) | Phương pháp nghịch (DCEP – cực nghịch) |
| Đặc điểm |
|
|
| Ưu điểm |
|
|
Mẹo: Khi mới học kỹ thuật hàn que, nên bắt đầu với phương pháp thuận để dễ kiểm soát hồ quang và hạn chế lỗi cháy thủng.
2.3. Kẹp mát vào phôi hàn đúng cách
- Đảm bảo kẹp mát tiếp xúc trực tiếp với kim loại trần (không dính sơn, gỉ hoặc dầu mỡ).
- Siết chặt kẹp mát để tránh tiếp xúc kém gây phát sinh tia lửa, nóng cục bộ hoặc cháy kẹp.
Tiếp xúc mát tốt giúp dòng điện ổn định, là yếu tố quan trọng trong hướng dẫn hàn que an toàn và hiệu quả.
2.4. Các loại que hàn phổ biến và cách lựa chọn
Bên cạnh máy hàn và phụ kiện, lựa chọn đúng que hàn là yếu tố quyết định trực tiếp đến chất lượng mối hàn. Dưới đây là các loại que hàn thường gặp trong hàn hồ quang tay:
| Loại que hàn | Đặc điểm | Ứng dụng | Lưu ý |
| E6013 | Dễ mồi hồ quang, xỉ dễ bong, bề mặt mối hàn mịn | Kết cấu thép mỏng – trung bình, cửa sắt, khung dân dụng | Phù hợp người mới học, hàn được mọi vị trí |
| E7018 (ít hydro) | Mối hàn bền, ngấu sâu, độ bền kéo cao | Kết cấu thép nặng, cầu đường, bồn bể áp lực | Cần sấy khô 250–350°C trước khi hàn |
| Que hàn gang / inox | Chống nứt, đảm bảo cơ tính vật liệu | Hàn gang, hàn inox, hàn phục hồi | Phải chọn đúng que chuyên dụng |
| Que hàn nhôm, đồng, nikel | Mối hàn sạch, ít rỗ khí | Hàn hợp kim màu | Yêu cầu kỹ thuật và dòng hàn ổn định |

Cách chọn que hàn phù hợp theo vật liệu phôi:
- Thép cacbon → E6013 (phổ biến) hoặc E7018 (chịu lực cao)
- Thép hợp kim, kết cấu chịu tải → ưu tiên E7018
- Inox, gang, nhôm → dùng que chuyên dụng
Cách chọn que hàn phù hợp theo độ dày phôi & đường kính que:
- < 3 mm → Ø2.0 – Ø2.5 mm
- 3 – 6 mm → Ø3.2 mm
- ≥ 6 mm → Ø4.0 – Ø5.0 mm
Cách chọn que hàn phù hợp theo yêu cầu mối hàn:
- Mối hàn trang trí, bề mặt đẹp → E6013
- Mối hàn chịu lực, kết cấu → E7018
Việc chuẩn bị đúng dụng cụ, đấu nối đúng cực và lựa chọn que hàn phù hợp sẽ giúp người thợ dễ dàng làm chủ kỹ thuật hàn que đẹp, hạn chế lỗi và nâng cao chất lượng mối hàn ngay từ những bước đầu tiên.
3. Các kỹ thuật hàn que cơ bản cần nắm được
Kỹ thuật hàn que là tập hợp các nguyên tắc và thao tác từ mồi hồ quang, chỉnh dòng điện, điều chỉnh độ dài hồ quang, góc que, tốc độ hàn cho đến cách kết thúc mối hàn nhằm tạo ra mối hàn chắc chắn, bền và đạt yêu cầu kỹ thuật. Để giúp bạn dễ dàng tiếp cận và thực hành hiệu quả, mời bạn cùng theo dõi cẩm nang các kỹ thuật hàn que cho người mới bắt đầu ngay dưới đây.
3.1. Kỹ thuật mồi que hàn
Mồi que hàn (mồi hồ quang) là thao tác đầu tiên và quan trọng trong kỹ thuật hàn que, nhằm tạo ra hồ quang điện đủ mạnh để làm nóng chảy kim loại và duy trì hồ quang ổn định trong suốt quá trình hàn.
Mục tiêu của thao tác mồi que không chỉ là phát sinh hồ quang, mà còn phải giữ được khoảng cách hợp lý giữa đầu que hàn và bề mặt phôi, tránh dính que hoặc làm hồ quang bị tắt.
Hiện nay có hai phương pháp mồi que hàn phổ biến:
- Phương pháp mổ thẳng: Thực hiện bằng cách gõ thẳng đầu que hàn xuống phôi theo phương gần vuông góc rồi nhấc nhẹ lên để tạo hồ quang. Phương pháp này cho hồ quang nhanh và mạnh, thường được thợ có kinh nghiệm sử dụng.
- Phương pháp quẹt diêm: Thực hiện bằng cách kéo nhẹ đầu que hàn trên bề mặt phôi giống như quẹt diêm để tạo tia lửa. Đây là phương pháp dễ kiểm soát, phù hợp với người mới học hàn que vì hạn chế dính que và dễ duy trì hồ quang ổn định.
3.2. Thiết lập dòng điện
Tùy theo loại điện cực sử dụng mà thiết bị sử dụng cần thiết lập dòng một chiều thuận, một chiều nghịch hay dòng xoay chiều. Cần phải đảm bảo bạn thiết bị được thiết lập đúng trước khi hàn.
Độ lớn của dòng hàn phụ thuộc vào đường kính que hàn và loại điện cực hàn mà bạn sử dụng. Nhà sản xuất que hàn thường cung cấp thông tin về dòng phù hợp với que hàn trên bao bì. Dòng hàn có thể điều chỉnh theo cách tính sau: 1Amp tương ứng với 0.0254 mm đường kính que hàn.
Bạn có thể để dòng hàn ở mức thấp sau đó điều chỉnh tăng 5 đến 10 Amp rồi xem xét khả năng hàn cho phù hợp.

Lưu ý: Dòng hàn quá thấp dễ gây dính que và mối hàn không ngấu, trong khi dòng quá cao có thể gây cháy thủng và bắn tóe mạnh. Vì vậy, nên điều chỉnh dòng hàn theo nguyên tắc “tăng dần – thử – quan sát vũng hàn” để đạt trạng thái ổn định.

3.3. Điều chỉnh độ dài hồ quang
Độ dài hồ quang phụ thuộc vào từng loại que hàn, từng vị trí hàn. Cơ bản độ dài hồ quang hàn không nên vượt quá đường kính que hàn. Khi độ dài hồ quang quá ngắn có thể gây hồ quang không ổn định, có thể làm tắt hồ quang, vũng hàn đông cứng nhanh hơn và tạo vảy hàn cao.
Hồ quang quá dài sẽ gây ra hiện tượng bắn tóe, tốc độ kết tủa chậm và rỗ khí.


Chú ý: Với những người mới vào nghề hàn thường để hồ quang quá dài, vì họ muốn quan sát hồ quang và vũng hàn, tuy nhiên nên thay đổi vị trí hàn để có thể nhìn được hồ quang và vũng hàn tốt hơn, không nên kéo dài hồ quang. Một chút luyện tập bạn sẽ có thể đảm bảo có được mối hàn thấp ít bắn tóe.
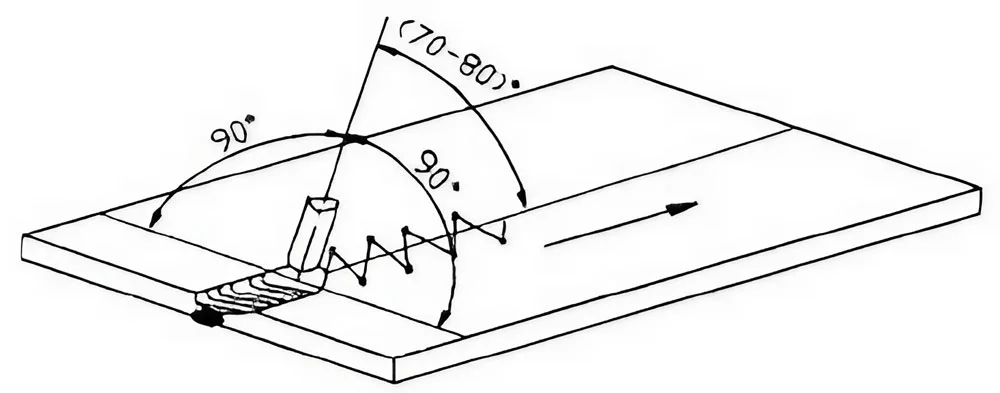
3.4. Chỉnh góc que hàn
Góc que hàn ổn định giúp kim loại nóng chảy phân bố đều hai bên rãnh hàn, hạn chế hiện tượng lệch mép hoặc ngấu không đều.
Đối với hàn bề mặt, góc que hàn nên để từ 5 đến 15 độ theo hướng chuyển động, đối với hàn hồ quang vị trí đứng nên để góc que hàn từ 0-15 độ ngược chiều với hướng di chuyển que hàn.
3.5. Thao tác que hàn
Chuyển động dọc theo trục mối hàn duy trì và điều chỉnh độ dài hồ quang. Chuyển động ngang duy trì độ rộng của đường hàn. Có nhiều loại chuyển động: ngang, liên tục và chuyển động ngắt quãng tùy thuộc vào độ dày của vật hàn.
Với vật hàn mỏng không cần có chuyển động ngang của que hàn vì độ rộng của hồ quang đã đủ làm đầy rãnh hàn. Với hàn đứng nên chú ý hàn từ dưới lên với các tấm dày và hàn từ trên xuống với các tấm mỏng (chú ý đến rìa rãnh hàn).

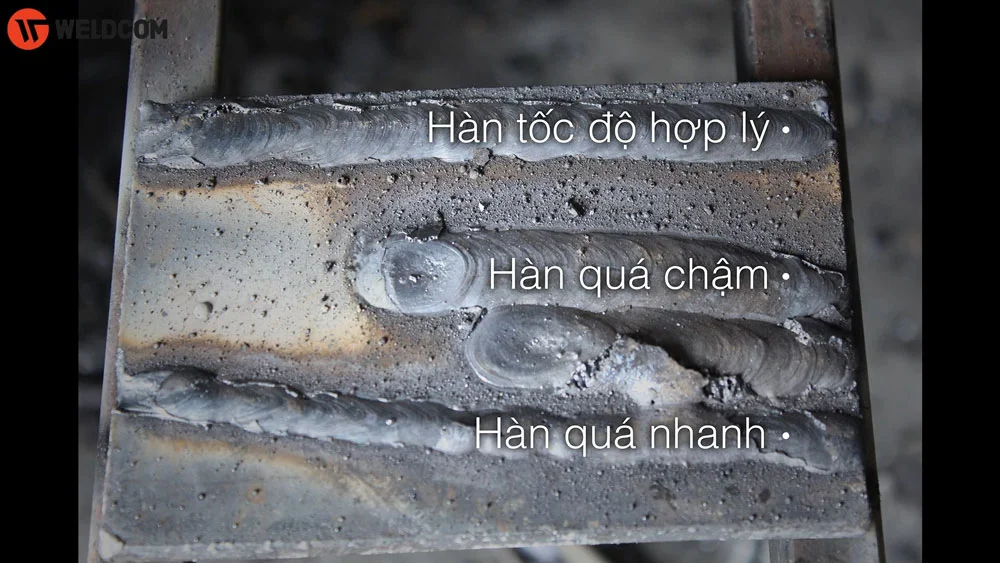
3.6. Điều chỉnh tốc độ hàn
Tốc độ hàn nên đảm bảo sao cho hồ quang hàn chiếm 1/3 độ dài của vũng hàn. Hàn quá chậm sẽ tạo vảy hàn lồi và hàn không ngấu. Hồ quang bị mất nhiệt không thể nóng chảy vật hàn.

Tốc độ hàn quá nhanh làm giảm độ ngấu của mối hàn, vảy hàn không đều và không lấp đầy vũng hàn.

3.7. Kỹ thuật kết thúc mối hàn
Kết thúc mối hàn đúng kỹ thuật là bước quan trọng giúp mối hàn kín, chắc và không xuất hiện hố lõm hoặc vết nứt ở điểm cuối.
- Khi gần kết thúc mối hàn, người thợ cần giảm dần tốc độ di chuyển để kim loại nóng chảy kịp lấp đầy khe hở. Nếu đang thao tác theo dạng zíc zắc hoặc chuyển động vòng, cần thu hẹp biên độ dao động để tập trung kim loại tại điểm kết thúc.
- Trước khi nhấc que hàn ra khỏi phôi, nên giữ hồ quang tại chỗ trong khoảng 1–2 giây để làm đầy hoàn toàn hố kết thúc. Cuối cùng, nhấc que theo chuyển động tròn nhỏ, dứt khoát và nhẹ nhàng nhằm tránh tạo miệng hố sâu hoặc phát sinh rỗ khí.

Trên đây là 7 kỹ thuật cơ bản khi hàn hồ quang tay. Để cho quá trình hàn được đảm bảo cũng như tránh các rủi ro không đáng có, công nhân hàn cần nắm vững những quy tắc hàn cơ bản và luyện tập thường xuyên, từ đó có thể cải thiện chất lượng sản phẩm cũng như năng suất trong quá trình làm việc.
4. Các lỗi hàn que thường gặp & cách khắc phục
Trong quá trình thực hành kỹ thuật hàn que, đặc biệt với người mới, việc phát sinh lỗi là điều khó tránh khỏi. Hiểu rõ nguyên nhân và cách khắc phục từng lỗi sẽ giúp bạn nhanh chóng cải thiện tay nghề, tạo ra mối hàn bền, đẹp và ổn định hơn.
Bắn tóe nhiều
- Nguyên nhân: Hiện tượng bắn tóe thường xảy ra khi dòng hàn cài đặt quá cao, hồ quang quá dài hoặc góc que hàn không ổn định trong quá trình thao tác.
- Cách khắc phục: Giảm dòng hàn về mức khuyến nghị của que hàn, rút ngắn độ dài hồ quang và giữ que hàn ổn định, đều tay trong suốt quá trình hàn.
Mối hàn cháy thủng
- Nguyên nhân: Do dòng hàn quá cao, tốc độ di chuyển que hàn quá chậm hoặc lựa chọn que hàn có đường kính quá lớn so với độ dày phôi.
- Cách khắc phục: Giảm dòng hàn, tăng tốc độ di chuyển que và chọn que hàn có đường kính nhỏ hơn, phù hợp với chiều dày vật hàn.
Thiếu ngấu (mối hàn không ăn sâu)
- Nguyên nhân: Xảy ra khi dòng hàn quá thấp, hồ quang quá ngắn hoặc que hàn đặt sai góc so với rãnh hàn.
- Cách khắc phục: Tăng dòng hàn, điều chỉnh góc nghiêng que khoảng 10° – 15° theo hướng di chuyển và duy trì hồ quang ổn định để kim loại nóng chảy thâm nhập tốt vào phôi.
Mối hàn lồi cao
- Nguyên nhân: Do tốc độ di chuyển que hàn quá chậm, dòng hàn thấp hoặc đắp quá nhiều kim loại vào mối hàn.
- Cách khắc phục: Tăng nhẹ dòng hàn, di chuyển que đều tay hơn và giữ hồ quang ở độ dài hợp lý để kim loại phân bố đều, tránh đắp dư.
Lỗ rỗ khí trong mối hàn
- Nguyên nhân: Que hàn bị ẩm, bề mặt phôi còn dầu mỡ, gỉ sét hoặc thao tác hàn quá nhanh khiến khí không kịp thoát ra ngoài.
- Cách khắc phục: Sấy khô que hàn trước khi sử dụng, làm sạch hoàn toàn bề mặt phôi và duy trì tốc độ hàn ổn định để hạn chế phát sinh rỗ khí.
Xỉ lẫn vào mối hàn
- Nguyên nhân: Do không gõ sạch xỉ giữa các lớp hàn hoặc kỹ thuật dao động que hàn chưa đúng khiến kim loại không chảy đều.
- Cách khắc phục: Gõ sạch xỉ sau mỗi lớp hàn và điều chỉnh thao tác di chuyển que để kim loại nóng chảy phủ đều rãnh hàn trước khi đắp lớp tiếp theo.
Dính que hàn
- Nguyên nhân: Thường xảy ra khi dòng hàn quá thấp, hồ quang quá ngắn hoặc thao tác mồi hồ quang chưa đúng kỹ thuật.
- Cách khắc phục: Tăng dòng hàn, giữ hồ quang dài vừa đủ và luyện tập kỹ thuật mồi que hàn để tránh hiện tượng dính que.
Nứt mối hàn
- Nguyên nhân: Do que hàn bị ẩm, vật hàn nguội quá nhanh hoặc ứng suất bên trong mối hàn lớn.
- Cách khắc phục: Sấy que hàn đúng nhiệt độ trước khi hàn, sử dụng lớp hàn đệm khi cần thiết và để mối hàn nguội từ từ sau khi hoàn thiện.
5. Câu hỏi thường gặp về kỹ thuật hàn que
Câu 1: Người mới học nên dùng loại que hàn nào?
>>> Người mới bắt đầu nên sử dụng que hàn E6013 vì loại que này dễ mồi hồ quang, ít bắn tóe, xỉ dễ bong và hàn được ở nhiều vị trí. Đây là lựa chọn phù hợp để luyện tập kỹ thuật hàn que đẹp và làm quen với cách điều khiển hồ quang.
Câu 2: Hàn que có hàn được inox và gang không?
>>> Hàn que có thể hàn được inox và gang, tuy nhiên cần sử dụng que hàn chuyên dụng phù hợp với từng loại vật liệu. Đồng thời, người thợ cần kiểm soát tốt nhiệt và thao tác để tránh nứt mối hàn hoặc giảm cơ tính vật liệu.
Câu 3: Vì sao mối hàn que hay bị bắn tóe?
>>> Hiện tượng bắn tóe thường do dòng hàn quá cao, hồ quang quá dài hoặc góc que hàn không ổn định. Để khắc phục, cần giảm dòng hàn, rút ngắn hồ quang và giữ thao tác que hàn đều tay trong suốt quá trình hàn.

Câu 4: Hàn que có cần gõ xỉ sau mỗi lớp hàn không?
>>> Có. Sau mỗi lớp hàn, cần gõ sạch xỉ trước khi hàn lớp tiếp theo. Nếu không làm sạch xỉ, mối hàn rất dễ bị lẫn xỉ, ảnh hưởng đến độ bền và chất lượng mối hàn.
Câu 5: Vì sao que hàn bị dính khi mồi hồ quang?
>>> Que hàn bị dính thường do dòng hàn quá thấp, hồ quang quá ngắn hoặc thao tác mồi que chưa đúng kỹ thuật. Người mới nên luyện tập phương pháp mồi que quẹt diêm và điều chỉnh dòng điện phù hợp để hạn chế tình trạng này.
Câu 6: Hàn que có phù hợp cho sản xuất lớn không?
>>> Hàn que phù hợp cho gia công thủ công, sửa chữa và sản xuất nhỏ lẻ. Với sản xuất hàng loạt hoặc dây chuyền tự động, các phương pháp hàn khác như hàn MIG/MAG, hàn TIG hoặc hàn laser sẽ mang lại hiệu quả kinh tế cao hơn.
Tóm lại, để làm chủ kỹ thuật hàn que, người thợ cần hiểu rõ bản chất hàn hồ quang tay, nắm vững kỹ thuật hàn điện, từ cách chỉnh máy hàn que đến cách sử dụng máy hàn que đúng chuẩn. Khi thực hành đúng phương pháp và luyện tập thường xuyên, bạn hoàn toàn có thể tạo ra mối hàn bền, đẹp và ổn định. Đây chính là nền tảng quan trọng giúp nâng cao tay nghề và ứng dụng kỹ thuật hàn que hiệu quả trong thực tế sản xuất.
[block id="16326"]
Tin Tức Liên Quan

Hàn TIG là gì? Hàn MIG là gì? Phân biệt hàn TIG và hàn MIG
Khi tìm hiểu hàn TIG là gì , rất nhiều người đồng thời đặt câu hỏi hàn MIG là gì và đâu là sự khác biệt giữa hàn TIG và hàn MIG để lựa chọn phương pháp phù hợp với vật liệu, yêu cầu kỹ thuật và năng ...

Vai trò của tự động hóa trong nền sản xuất hiện đại
Hiện nay, với sự phát triển của công nghệ số hóa, các dây chuyền tự động được ứng dụng ngày càng rộng rãi trong sản xuất. Các doanh nghiệp sản xuất luôn tự cải tiến công nghệ, hệ thống máy móc của ...

WELDCOM GÓP MẶT TẠI TRIỂN LÃM VIETBUILD 2022
Đến hẹn lại lên, Weldcom tiếp tục tham gia Triển lãm Vietbuild tại Hà Nội diễn ra từ ngày 23/3 đến 27/03/2022. Gian hàng đem đến loạt ưu đãi hấp dẫn cùng cơ hội tiếp cận với những công nghệ tiên tiến ...

Quy định về an toàn lao động khi hàn cắt Oxy-Gas
Hàn cắt Oxy-Gas là phương pháp gia công kim loại phổ biến trong cơ khí nhờ tính linh hoạt và hiệu quả cao. Tuy nhiên, do sử dụng khí oxy và khí cháy ở áp suất lớn, quá trình hàn cắt Oxy-Gas tiềm ẩn ...

Gia công CNC là gì? Những kiến thức cơ bản của CNC
CNC là gì là câu hỏi được nhiều người quan tâm khi tìm hiểu về gia công cơ khí chính xác và sản xuất công nghiệp hiện đại. Cùng theo dõi bài viết sau để có đáp án chính xác, đồng thời nắm được cái ...

Các định nghĩa về thuật ngữ hàn cơ bản
Bạn đã từng thắc mắc hàn FCAW là gì , hàn SMAW là gì , hàn GTAW là gì hay hàn GMAW là gì ? SAW là viết tắt của từ nào trong ngành hàn? Hãy cùng tham khảo những diễn giải về thuật ngữ hàn cơ bản dưới ...