Tin Tức Mới

Khi nào nên đầu tư Robot hàn kết cấu thép?
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


Thông số kỹ thuật của máy cắt CNC laser cần biết
- Trang chủ
- Tư vấn kỹ thuật
- Thông số kỹ thuật của máy cắt CNC laser cần biết
Thông số kỹ thuật của máy cắt CNC laser là cơ sở quan trọng để đánh giá khả năng cắt, độ chính xác, tốc độ gia công và mức độ phù hợp của máy với nhu cầu sản xuất thực tế. Nếu chỉ nhìn vào công suất laser hoặc giá bán, doanh nghiệp dễ chọn sai cấu hình, dẫn đến thiếu năng lực cắt, lãng phí đầu tư hoặc không đạt chất lượng mép cắt mong muốn.
Một bộ thông số kỹ thuật cần được đọc theo cả hệ thống, gồm công suất nguồn laser, độ dày cắt, vật liệu cắt được, khổ cắt hữu dụng, tốc độ cắt, tốc độ không tải, gia tốc, nguồn laser, đầu cắt, hệ điều khiển CNC, khí cắt và độ chính xác trục X/Y. Bài viết dưới đây giải thích từng thông số, ý nghĩa kỹ thuật và các con số tham khảo thường gặp khi chọn máy cắt CNC laser.
1. Tổng quan về thông số kỹ thuật của máy cắt CNC laser
Thông số kỹ thuật của máy cắt CNC laser là tập hợp các chỉ số mô tả năng lực cắt, vùng làm việc, tốc độ chuyển động, độ chính xác, cấu hình laser, đầu cắt, hệ điều khiển và điều kiện vận hành. Các thông số này giúp doanh nghiệp xác định máy có phù hợp với vật liệu, độ dày, sản lượng và yêu cầu gia công thực tế hay không.
1.1. Máy cắt CNC laser là gì?
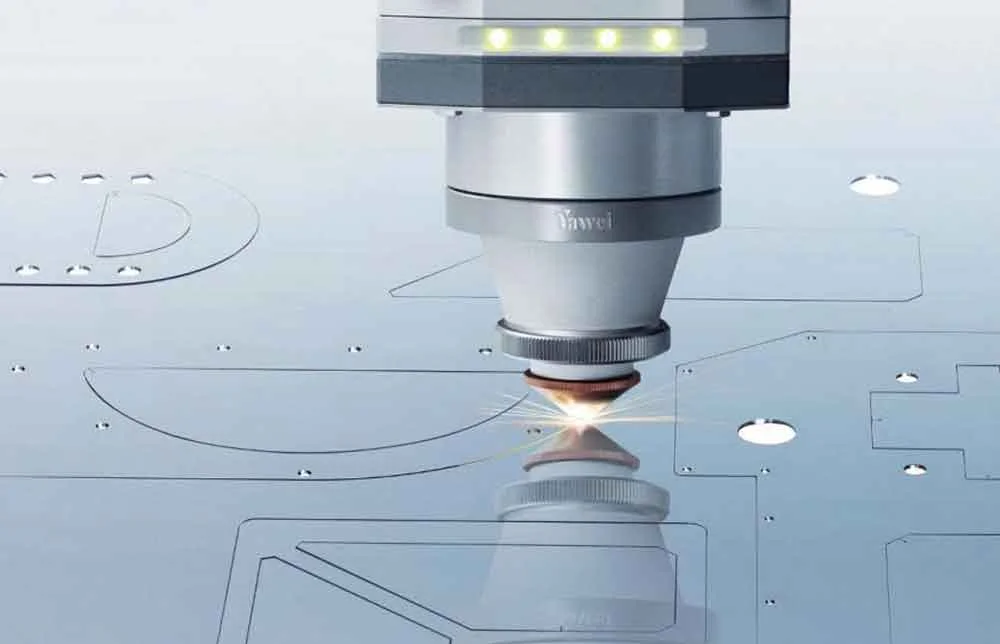
Máy cắt CNC laser là thiết bị sử dụng chùm tia laser công suất cao để cắt vật liệu theo biên dạng lập trình sẵn. Hệ điều khiển CNC điều khiển chuyển động của các trục, thường gồm trục X, Y và Z, để đầu cắt di chuyển theo đúng bản vẽ kỹ thuật.
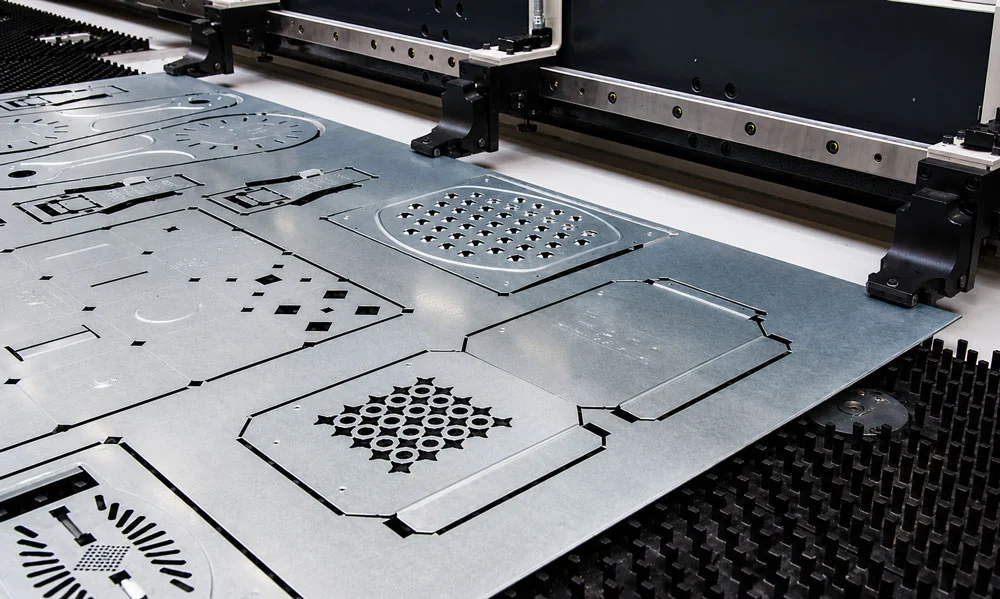
Trong gia công kim loại, máy cắt CNC laser thường được dùng để cắt thép carbon, inox, nhôm, đồng, đồng thau và nhiều loại vật liệu tấm khác. Máy được ứng dụng trong sản xuất vỏ tủ điện, cơ khí chính xác, thang máy, nội thất kim loại, kết cấu thép nhẹ, thiết bị công nghiệp và linh kiện cơ khí.
1.2. Vì sao cần đọc đúng thông số kỹ thuật trước khi mua máy?
Đọc đúng thông số kỹ thuật giúp doanh nghiệp xác định máy có cắt được vật liệu đang sản xuất hay không, cắt ổn định ở độ dày nào và có đáp ứng yêu cầu về năng suất hay không. Một máy có công suất cao nhưng khổ cắt không phù hợp, đầu cắt không tương thích hoặc hệ điều khiển kém ổn định vẫn có thể không phù hợp với sản xuất thực tế.
Thông số kỹ thuật cũng giúp người mua so sánh các model theo cùng một tiêu chí. Khi so sánh máy cắt CNC laser, cần xem đồng thời công suất nguồn laser, độ dày cắt ổn định, tốc độ cắt, độ chính xác, nguồn laser, đầu cắt, hệ điều khiển, khí cắt và điều kiện vận hành.
2. Thông số kỹ thuật của máy cắt CNC laser gồm những gì?
Thông số kỹ thuật của máy cắt CNC laser thường gồm công suất nguồn laser, độ dày cắt, vật liệu cắt được, khổ cắt hữu dụng, tốc độ cắt, tốc độ không tải, gia tốc máy, nguồn laser sử dụng, đầu cắt laser, hệ điều khiển CNC, khí cắt, áp suất khí cắt, độ chính xác định vị và độ chính xác định vị lặp lại trục X/Y.
2.1. Bảng tổng hợp các thông số chính
STT | Thông số kỹ thuật | Ý nghĩa chính |
|---|---|---|
| 1 | Công suất nguồn laser | Cho biết năng lượng đầu ra của nguồn laser, thường tính bằng W hoặc kW |
| 2 | Độ dày cắt | Cho biết vật liệu có thể cắt dày đến mức nào trong điều kiện phù hợp |
| 3 | Vật liệu cắt được | Cho biết máy có thể cắt thép carbon, inox, nhôm, đồng hoặc vật liệu khác |
| 4 | Khổ cắt hữu dụng | Cho biết vùng cắt thực tế mà máy có thể gia công |
| 5 | Tốc độ cắt | Cho biết tốc độ đầu cắt khi đang gia công vật liệu |
| 6 | Tốc độ không tải | Cho biết tốc độ di chuyển khi máy không thực hiện cắt |
| 7 | Gia tốc máy | Cho biết khả năng tăng giảm tốc của các trục chuyển động |
| 8 | Nguồn laser sử dụng | Cho biết thương hiệu, loại và chất lượng bộ phát laser |
| 9 | Đầu cắt laser | Ảnh hưởng đến hội tụ tia, lấy nét, cảm biến chiều cao và chất lượng mép cắt |
| 10 | Hệ điều khiển CNC | Điều khiển chuyển động, chương trình cắt và các tham số công nghệ |
| 11 | Khí cắt và áp suất khí cắt | Ảnh hưởng đến tốc độ, mép cắt, bavia, oxy hóa và chi phí vận hành |
| 12 | Độ chính xác định vị trục X/Y | Cho biết khả năng máy di chuyển đúng tọa độ lập trình |
| 13 | Độ chính xác định vị lặp lại trục X/Y | Cho biết khả năng máy quay lại cùng vị trí qua nhiều lần di chuyển |
2.2. Nên đọc thông số theo thứ tự nào?
Khi đọc các thông số kỹ thuật máy cắt CNC laser, doanh nghiệp nên bắt đầu từ vật liệu và độ dày cần cắt. Đây là hai yếu tố quyết định công suất nguồn laser, khí cắt và đầu cắt cần dùng.
Sau đó cần kiểm tra khổ cắt hữu dụng, tốc độ cắt, tốc độ không tải, gia tốc, độ chính xác định vị, độ chính xác lặp lại và hệ điều khiển CNC. Nếu sản xuất hàng loạt, cần đặc biệt chú ý tốc độ, gia tốc, bàn máy, phần mềm và độ ổn định của hệ điều khiển.
3. Công suất nguồn laser là gì?
Công suất nguồn laser là mức năng lượng đầu ra của bộ phát laser, thường được tính bằng W hoặc kW. Công suất nguồn laser ảnh hưởng trực tiếp đến khả năng cắt dày, tốc độ cắt và chi phí đầu tư, nhưng không phải là thông số duy nhất quyết định chất lượng cắt.
3.1. Ý nghĩa của công suất nguồn laser

Công suất nguồn laser càng cao thì khả năng đưa năng lượng vào vật liệu càng lớn. Trong điều kiện phù hợp về khí cắt, tiêu cự, đầu cắt và chất lượng vật liệu, công suất cao giúp máy cắt được tấm dày hơn hoặc tăng tốc độ cắt trên một số độ dày nhất định.
Tuy nhiên, công suất cao không tự động đồng nghĩa với hiệu quả sản xuất cao hơn. Nếu doanh nghiệp chủ yếu cắt tấm mỏng, chọn công suất quá lớn có thể làm tăng chi phí đầu tư, chi phí điện, chi phí khí và chi phí bảo trì mà không tạo ra lợi ích tương xứng.
3.2. Các mức công suất nguồn laser thường gặp
Công suất nguồn laser | Nhu cầu tham khảo | Nhận xét |
|---|---|---|
| 1000W đến 1500W | Cắt tấm mỏng, xưởng nhỏ | Phù hợp nhu cầu cơ bản, sản lượng không quá lớn |
| 2000W đến 3000W | Gia công tấm phổ thông | Phù hợp nhiều xưởng cơ khí vừa |
| 4000W đến 6000W | Sản xuất công nghiệp | Cân bằng tốt hơn giữa độ dày, tốc độ và chi phí |
| 8000W đến 12000W | Cắt dày, sản lượng cao | Phù hợp nhà máy cần năng suất lớn |
| Trên 12000W | Công nghiệp nặng, cắt dày | Cần hạ tầng điện, khí, làm mát và kỹ thuật vận hành tốt |
Các mốc công suất trên chỉ dùng để định hướng ban đầu. Khi chọn máy thực tế, doanh nghiệp cần đối chiếu bảng cắt của từng model và cắt thử trên đúng vật liệu sản xuất.
3.3. Lưu ý khi đọc công suất nguồn laser
Cần phân biệt công suất nguồn laser với công suất tiêu thụ toàn máy. Công suất nguồn laser là công suất đầu ra của bộ phát laser, còn công suất tiêu thụ toàn máy bao gồm nguồn laser, chiller, servo, quạt hút bụi, máy nén khí và các hệ thống phụ trợ khác.
Người mua cũng không nên chỉ hỏi “máy bao nhiêu W” mà cần hỏi thêm máy cắt ổn định vật liệu gì, độ dày bao nhiêu, dùng khí gì và tốc độ cắt thực tế ra sao. Đây là cách đọc đúng hơn khi đánh giá thông số kỹ thuật của máy cắt CNC laser.
4. Độ dày cắt của máy cắt CNC laser là gì?
Độ dày cắt là giới hạn chiều dày vật liệu mà máy cắt CNC laser có thể gia công trong điều kiện phù hợp về công suất, khí cắt, tốc độ, tiêu cự, đầu cắt và chất lượng vật liệu. Người mua cần phân biệt độ dày cắt tối đa với độ dày cắt ổn định trong sản xuất hằng ngày.
4.1. Ý nghĩa của độ dày cắt
Độ dày cắt cho biết máy có thể xử lý vật liệu dày đến mức nào. Cùng một công suất nguồn laser, khả năng cắt thép carbon, inox, nhôm, đồng và đồng thau sẽ khác nhau do đặc tính hấp thụ năng lượng, dẫn nhiệt và phản xạ của từng vật liệu.
Độ dày cắt cũng phụ thuộc vào khí cắt. Oxy thường được dùng cho thép carbon, nitơ thường được dùng khi cần mép cắt sáng trên inox hoặc nhôm, còn khí nén có thể dùng trong một số ứng dụng cần tối ưu chi phí vận hành.
4.2. Bảng tham khảo chọn công suất theo độ dày
Độ dày cắt thường xuyên | Công suất nên tham khảo | Phù hợp với nhóm nhu cầu |
|---|---|---|
| Dưới 3mm | 1000W đến 1500W | Tấm mỏng, sản phẩm cơ bản, xưởng nhỏ |
| 3mm đến 8mm | 2000W đến 3000W | Gia công tấm phổ thông |
| 8mm đến 16mm | 4000W đến 6000W | Xưởng sản xuất vừa và lớn |
| 16mm đến 25mm | 8000W đến 12000W | Nhà máy cần cắt dày và sản lượng cao |
| Trên 25mm | Trên 12000W | Công nghiệp nặng, bản mã, kết cấu, tấm dày |
Bảng trên chỉ mang tính tham khảo. Khi làm bài SEO, nên ghi rõ rằng độ dày thực tế cần đối chiếu catalogue từng model và kết quả cắt thử trên vật liệu thật.
4.3. Độ dày cắt tối đa và độ dày cắt ổn định khác nhau thế nào?
Độ dày cắt tối đa là mức vật liệu dày nhất mà máy có thể cắt trong điều kiện tối ưu. Thông số này thường được nhà sản xuất dùng để thể hiện giới hạn năng lực của máy.
Độ dày cắt ổn định là mức độ dày mà máy có thể cắt thường xuyên với chất lượng mép cắt, tốc độ và độ ổn định phù hợp sản xuất. Khi mua máy, doanh nghiệp nên hỏi rõ độ dày cắt ổn định theo từng vật liệu, không chỉ hỏi độ dày cắt tối đa.
5. Vật liệu cắt được gồm những loại nào?
Vật liệu cắt được là thông số cho biết máy cắt CNC laser có thể gia công những loại vật liệu nào. Với máy cắt laser fiber dùng cho kim loại, các vật liệu phổ biến gồm thép carbon, inox, nhôm, đồng, đồng thau và một số kim loại màu khác tùy công suất, nguồn laser, đầu cắt và khí hỗ trợ.
5.1. Các vật liệu thường cắt bằng máy laser fiber

Máy cắt CNC laser fiber thường được sử dụng nhiều nhất với thép carbon và inox. Đây là hai nhóm vật liệu phổ biến trong cơ khí, sản xuất vỏ tủ điện, thang máy, kết cấu kim loại, thiết bị công nghiệp và gia công tấm.
Ngoài thép carbon và inox, nhiều dòng máy laser fiber có thể cắt nhôm, đồng và đồng thau. Tuy nhiên, các vật liệu phản xạ như nhôm, đồng và đồng thau cần được kiểm tra kỹ về nguồn laser, đầu cắt, cấu hình bảo vệ và thông số cắt để hạn chế rủi ro phản xạ ngược.
5.2. Bảng vật liệu và lưu ý khi cắt
Vật liệu | Đặc điểm khi cắt laser | Lưu ý kỹ thuật |
|---|---|---|
| Thép carbon | Dễ cắt, phổ biến trong cơ khí | Thường dùng oxy hoặc khí nén tùy yêu cầu mép cắt |
| Inox | Yêu cầu mép cắt sáng, ít oxy hóa | Thường dùng nitơ nếu cần bề mặt đẹp |
| Nhôm | Dẫn nhiệt tốt, phản xạ cao hơn thép | Cần kiểm tra công suất và thông số cắt phù hợp |
| Đồng | Phản xạ cao, dẫn nhiệt tốt | Cần nguồn laser và đầu cắt phù hợp |
| Đồng thau | Có thể cắt bằng laser fiber ở cấu hình phù hợp | Cần kiểm tra theo catalogue từng model |
5.3. Vì sao cùng một máy nhưng cắt mỗi vật liệu lại khác nhau?
Mỗi vật liệu có khả năng hấp thụ tia laser, độ dẫn nhiệt và phản ứng với khí cắt khác nhau. Vì vậy, cùng một máy có thể cắt thép carbon dày hơn inox hoặc nhôm trong một số điều kiện nhất định.
Khi tư vấn máy, không nên chỉ ghi “cắt kim loại” chung chung. Nội dung nên nêu rõ máy phù hợp với vật liệu nào, độ dày nào và dùng khí cắt nào để người đọc hiểu đúng năng lực thực tế.
6. Khổ cắt hữu dụng là gì?
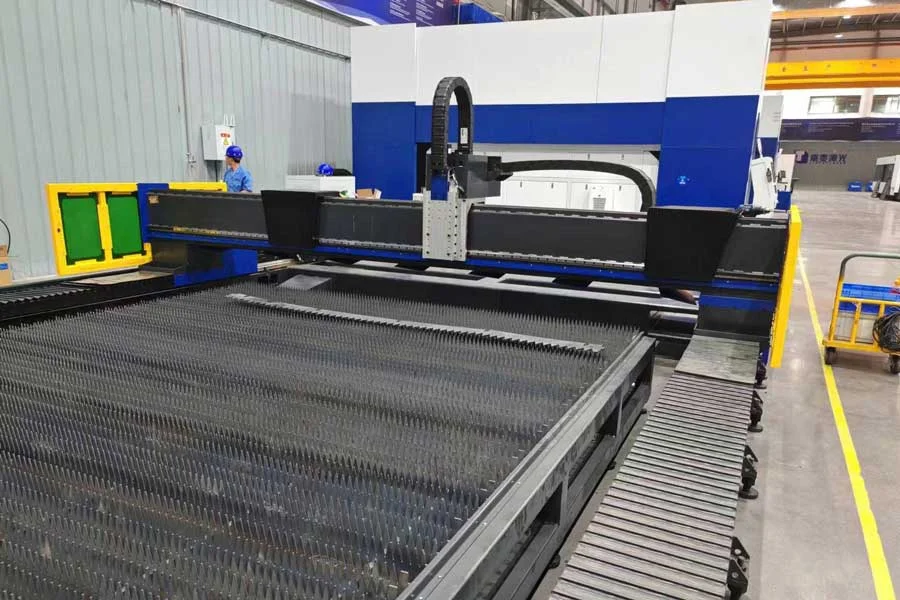
Khổ cắt hữu dụng là kích thước vùng làm việc thực tế mà đầu cắt laser có thể gia công trên tấm vật liệu. Thông số này thường được thể hiện bằng chiều rộng và chiều dài, ví dụ 1500 x 3000mm, 2000 x 4000mm hoặc 2500 x 6000mm.
6.1. Khổ cắt hữu dụng khác gì khổ bàn máy?
Khổ bàn máy là kích thước cơ khí của khu vực đặt phôi, còn khổ cắt hữu dụng là vùng mà đầu cắt có thể di chuyển và cắt thực tế. Trong nhiều trường hợp, người mua nên quan tâm khổ cắt hữu dụng hơn vì thông số này quyết định kích thước sản phẩm có thể gia công.
Nếu catalogue ghi khổ cắt hữu dụng 1500 x 3000mm, máy có thể xử lý tấm vật liệu tiêu chuẩn tương ứng trong vùng cắt đó. Nếu doanh nghiệp thường dùng tấm lớn hơn, cần chọn khổ 2000 x 4000mm, 2500 x 6000mm hoặc cấu hình lớn hơn.
6.2. Các khổ cắt hữu dụng phổ biến
Khổ cắt hữu dụng | Cách gọi thường gặp | Ứng dụng tham khảo |
|---|---|---|
| 1500 x 3000mm | 1530 | Gia công tấm phổ thông |
| 2000 x 4000mm | 2040 | Tấm lớn hơn, xưởng sản lượng vừa |
| 2500 x 6000mm | 2560 | Nhà máy sản xuất lớn |
| 2500 x 8000mm trở lên | 2580 hoặc lớn hơn | Tấm dài, kết cấu, công nghiệp nặng |
6.3. Chọn khổ cắt hữu dụng theo nhu cầu nào?
Doanh nghiệp nên chọn khổ cắt theo kích thước tấm vật liệu thường dùng, không nên chọn quá lớn nếu sản xuất chủ yếu dùng tấm nhỏ. Khổ lớn giúp xử lý vật liệu dài hơn, nhưng cũng làm tăng diện tích lắp đặt, chi phí vận chuyển, chi phí nền xưởng và yêu cầu thao tác phôi.
Nếu doanh nghiệp sản xuất vỏ tủ điện, thang máy, cửa kim loại hoặc chi tiết tấm thông dụng, khổ 1500 x 3000mm thường là lựa chọn phổ biến. Nếu sản xuất tấm lớn, kết cấu hoặc cần tối ưu nesting trên tấm dài, nên cân nhắc khổ lớn hơn.
7. Tốc độ cắt là gì?
Tốc độ cắt là tốc độ di chuyển của đầu cắt khi đang thực hiện quá trình cắt vật liệu. Thông số này ảnh hưởng trực tiếp đến năng suất, nhưng không có một con số cố định cho mọi vật liệu vì tốc độ cắt thay đổi theo công suất laser, độ dày, vật liệu, khí cắt và yêu cầu mép cắt.

7.1. Ý nghĩa của tốc độ cắt
Tốc độ cắt càng cao thì thời gian gia công mỗi chi tiết càng ngắn trong cùng điều kiện chất lượng. Tuy nhiên, nếu tăng tốc độ vượt quá ngưỡng phù hợp, mép cắt có thể bị xỉ, bavia, không đứt hoàn toàn hoặc giảm độ ổn định.
Tốc độ cắt phải đi cùng bảng thông số công nghệ. Ví dụ, tốc độ cắt thép carbon 3mm sẽ khác thép carbon 16mm, inox 3mm cũng khác nhôm 3mm.
7.2. Tốc độ cắt phụ thuộc vào yếu tố nào?
Tốc độ cắt phụ thuộc trước hết vào công suất nguồn laser và độ dày vật liệu. Tấm mỏng thường cho tốc độ cắt cao hơn tấm dày vì cần ít năng lượng hơn để xuyên và tách vật liệu.
Tốc độ cắt cũng phụ thuộc vào loại khí hỗ trợ, áp suất khí, tiêu cự, đầu cắt, chất lượng nguồn laser, độ phẳng tấm và biên dạng chi tiết. Với chi tiết có nhiều lỗ nhỏ, nhiều góc nhọn hoặc nhiều đường cong, tốc độ thực tế sẽ thấp hơn so với cắt đường thẳng dài.
8. Tốc độ không tải là gì?
Tốc độ không tải trên máy cắt CNC là tốc độ di chuyển của đầu cắt hoặc hệ trục khi máy không thực hiện quá trình cắt. Thông số này không phải tốc độ cắt, nhưng ảnh hưởng đến năng suất tổng thể vì máy phải di chuyển liên tục giữa các biên dạng, lỗ cắt và vị trí gia công trên tấm.
8.1. Ý nghĩa của tốc độ không tải
Tốc độ không tải cao giúp rút ngắn thời gian di chuyển giữa các điểm cắt. Khi gia công tấm có nhiều chi tiết nhỏ, nhiều lỗ hoặc nhiều biên dạng rời, thời gian di chuyển không tải chiếm tỷ lệ đáng kể trong tổng thời gian xử lý.
Một số dòng máy laser công nghiệp công bố tốc độ định vị tối đa khoảng 140 đến 170 m/phút, tùy model và cấu hình. Đây là tốc độ di chuyển của máy trong điều kiện không cắt, không nên hiểu là tốc độ cắt thực tế trên vật liệu.
8.2. Vì sao tốc độ không tải không phản ánh toàn bộ năng suất?
Tốc độ không tải chỉ là một phần trong năng suất tổng thể. Thời gian sản xuất còn phụ thuộc tốc độ cắt, thời gian xuyên thủng, thời gian nâng hạ đầu cắt, thời gian đổi bàn, thời gian nạp phôi, thời gian lấy phôi và cách phần mềm nesting tối ưu đường chạy.
Vì vậy, máy có tốc độ không tải cao chưa chắc luôn cho năng suất cao nếu tốc độ cắt thấp, xuyên thủng chậm hoặc quy trình lấy phôi không tối ưu. Khi đánh giá máy, cần xem tốc độ không tải cùng với gia tốc, tốc độ cắt và quy trình vận hành thực tế.
9. Gia tốc máy là gì?
Gia tốc máy là khả năng tăng tốc và giảm tốc của hệ truyền động trên các trục chuyển động, thường được thể hiện bằng đơn vị G hoặc m/s². Gia tốc cao giúp máy phản ứng nhanh hơn khi đổi hướng, cắt biên dạng nhỏ, cắt nhiều lỗ hoặc xử lý các đường cắt phức tạp.
9.1. Gia tốc ảnh hưởng gì đến quá trình cắt?
Gia tốc ảnh hưởng mạnh đến thời gian xử lý khi chi tiết có nhiều đoạn ngắn, nhiều góc hoặc nhiều biên dạng nhỏ. Với các chi tiết đơn giản, đường thẳng dài, tác động của gia tốc có thể không rõ bằng tốc độ cắt và công suất nguồn laser.
Gia tốc cao giúp đầu cắt đạt tốc độ mong muốn nhanh hơn sau mỗi lần dừng, đổi hướng hoặc chuyển đoạn. Tuy nhiên, gia tốc cao cũng yêu cầu thân máy, dầm ngang, ray dẫn hướng, servo và hệ điều khiển phải đủ cứng vững để không làm giảm độ ổn định.
9.2. Gia tốc có phải tốc độ cắt không?
Gia tốc không phải tốc độ cắt. Tốc độ cắt là tốc độ đầu cắt khi đang gia công vật liệu, còn gia tốc là khả năng tăng hoặc giảm tốc của hệ trục.
Nói đơn giản, tốc độ cắt cho biết máy cắt nhanh bao nhiêu trên vật liệu, còn gia tốc cho biết máy đạt tốc độ đó nhanh đến mức nào. Hai thông số này đều ảnh hưởng đến năng suất nhưng không được dùng thay thế cho nhau.
10. Nguồn laser sử dụng là gì?
Nguồn laser sử dụng là thông số cho biết máy dùng bộ phát laser của thương hiệu nào, loại nào và công suất nào. Nguồn laser ảnh hưởng đến độ ổn định chùm tia, hiệu suất chuyển đổi năng lượng, chất lượng cắt, khả năng xử lý vật liệu phản xạ và chi phí bảo trì.
10.1. Các thông tin cần xem ở nguồn laser
Khi đọc thông số nguồn laser, cần kiểm tra công suất danh định, thương hiệu nguồn, bước sóng, chất lượng chùm tia, độ ổn định công suất, hiệu suất điện quang và khả năng bảo vệ khi cắt vật liệu phản xạ. Đây là các thông tin giúp đánh giá độ ổn định của cụm laser.
Một số thương hiệu nguồn laser thường gặp trên thị trường gồm IPG, Raycus, Max, nLIGHT và một số hãng khác tùy phân khúc máy. Người mua nên kiểm tra nguồn laser theo đúng cấu hình báo giá, tránh nhầm giữa tên model máy và thương hiệu nguồn laser.
10.2. Nguồn laser ảnh hưởng gì đến chất lượng cắt?
Nguồn laser ổn định giúp duy trì năng lượng đầu ra đều hơn trong quá trình cắt. Khi năng lượng không ổn định, đường cắt có thể bị xỉ, bavia, không đều hoặc phát sinh lỗi ở một số đoạn cắt.
Nguồn laser cũng liên quan đến khả năng cắt vật liệu phản xạ như nhôm, đồng và đồng thau. Với nhóm vật liệu này, cần kiểm tra kỹ khuyến nghị của nhà sản xuất về công suất, đầu cắt, hệ bảo vệ và thông số gia công.
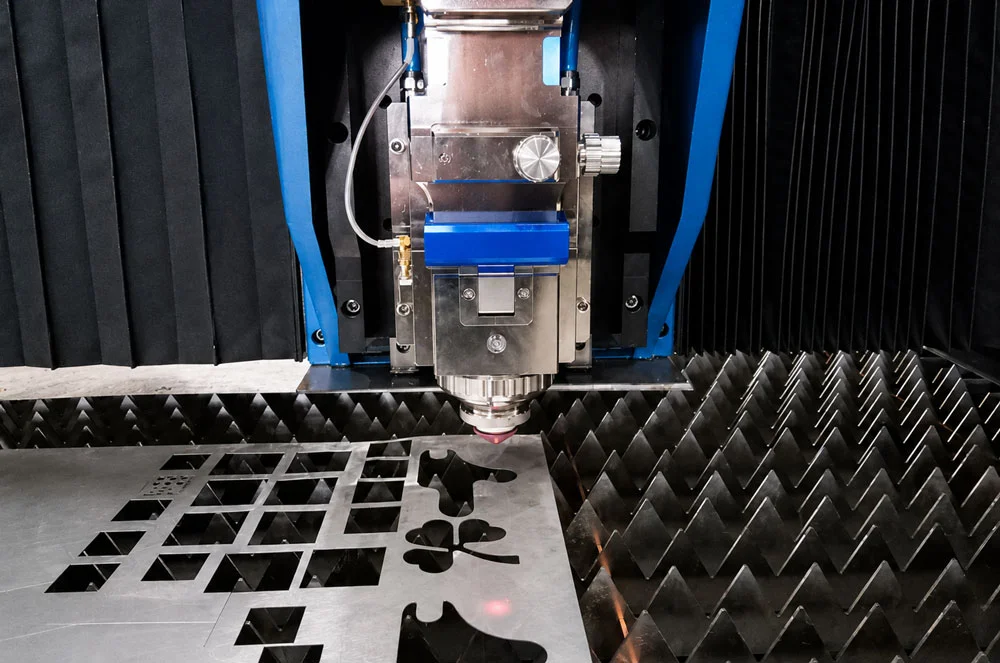
11. Đầu cắt laser là gì?
Đầu cắt laser là cụm quang học dẫn và hội tụ chùm tia laser xuống bề mặt vật liệu. Đầu cắt ảnh hưởng đến tiêu cự, kích thước điểm hội tụ, cảm biến chiều cao, khả năng tự động lấy nét, bảo vệ thấu kính và độ ổn định của mép cắt.
11.1. Các thông số cần xem ở đầu cắt laser
Thông số đầu cắt | Ý nghĩa |
|---|---|
| Công suất chịu tải | Cho biết đầu cắt có phù hợp với nguồn laser hay không |
| Auto focus | Tự động điều chỉnh tiêu cự theo vật liệu và độ dày |
| Cảm biến chiều cao | Giữ khoảng cách ổn định giữa đầu cắt và bề mặt vật liệu |
| Kính bảo vệ | Bảo vệ cụm thấu kính khỏi bụi, khói, xỉ và tia phản xạ |
| Chống va chạm | Giảm rủi ro hỏng đầu cắt khi phôi cong vênh hoặc va chạm |
| Khả năng thay bép | Ảnh hưởng đến tốc độ bảo trì và thay vật tư tiêu hao |
11.2. Vì sao đầu cắt ảnh hưởng đến chất lượng cắt?
Đầu cắt quyết định cách chùm tia laser được hội tụ vào vật liệu. Nếu tiêu cự không phù hợp, đường cắt có thể bị rộng, xỉ nhiều, không đứt hoặc mép cắt không đều.
Cảm biến chiều cao cũng rất quan trọng vì tấm kim loại không phải lúc nào cũng phẳng tuyệt đối. Khi đầu cắt giữ khoảng cách ổn định với bề mặt vật liệu, quá trình cắt sẽ ổn định hơn, đặc biệt với tấm mỏng, tấm cong hoặc cắt tốc độ cao.
12. Hệ điều khiển CNC có vai trò gì?
Hệ điều khiển CNC là bộ phận điều khiển chuyển động, chương trình cắt, công suất laser, khí cắt, quy trình xuyên thủng và các tham số công nghệ. Một hệ điều khiển tốt giúp máy vận hành ổn định, giảm lỗi thao tác, tối ưu đường cắt và nâng cao hiệu suất sử dụng vật liệu.
12.1. Các chức năng thường có của hệ điều khiển CNC
Hệ điều khiển CNC trong máy cắt laser thường hỗ trợ nhập bản vẽ, xử lý biên dạng, bù đường cắt, thiết lập thứ tự cắt, điều khiển công suất laser, điều khiển khí, xuyên thủng, cắt bay và tìm mép tấm. Một số hệ điều khiển còn tích hợp CAD, CAM và nesting để tối ưu quy trình từ bản vẽ đến gia công.
Ví dụ, phần mềm CypCut được giới thiệu là phần mềm cắt tấm cho ngành fiber laser, tích hợp CAD, Nest và CAM trong cùng quy trình. Đây là nhóm tính năng quan trọng với xưởng cần xử lý nhiều bản vẽ và tối ưu vật liệu.
12.2. Hệ điều khiển ảnh hưởng gì đến sản xuất?
Hệ điều khiển ảnh hưởng đến độ mượt của chuyển động, khả năng xử lý biên dạng phức tạp, độ ổn định khi cắt và mức độ dễ vận hành của máy. Nếu hệ điều khiển khó dùng hoặc thiếu chức năng, kỹ thuật viên sẽ mất nhiều thời gian lập trình và xử lý lỗi.
Với doanh nghiệp sản xuất hàng loạt, hệ điều khiển và phần mềm đi kèm có ảnh hưởng lớn đến năng suất. Nesting tốt giúp giảm phế liệu, còn mô phỏng đường cắt và cảnh báo lỗi giúp hạn chế va chạm, cắt sai hoặc hỏng phôi.
13. Khí cắt và áp suất khí cắt ảnh hưởng thế nào?
Khí cắt là dòng khí hỗ trợ thổi vật liệu nóng chảy ra khỏi khe cắt, đồng thời ảnh hưởng đến tốc độ cắt, mép cắt, bavia, oxy hóa và chi phí vận hành. Các khí cắt thường gặp gồm oxy, nitơ và khí nén, trong đó mỗi loại phù hợp với vật liệu và yêu cầu chất lượng khác nhau.
13.1. Các loại khí cắt phổ biến
Loại khí cắt | Vật liệu thường dùng | Đặc điểm |
|---|---|---|
| Oxy | Thép carbon | Hỗ trợ phản ứng nhiệt, giúp cắt thép carbon hiệu quả hơn |
| Nitơ | Inox, nhôm, một số kim loại màu | Giúp hạn chế oxy hóa, tạo mép cắt sáng hơn |
| Khí nén | Một số vật liệu mỏng và trung bình | Tối ưu chi phí, nhưng cần khí sạch, khô và ổn định |
Oxy là khí hoạt tính, có thể tham gia phản ứng với thép carbon ở nhiệt độ cao và bổ sung năng lượng cho quá trình cắt. Nitơ là khí trơ, chủ yếu dùng để thổi vật liệu nóng chảy khỏi khe cắt và hạn chế oxy hóa mép cắt.
13.2. Áp suất khí cắt có ý nghĩa gì?
Áp suất khí cắt ảnh hưởng đến khả năng đẩy xỉ ra khỏi khe cắt. Nếu áp suất không phù hợp, mép cắt có thể bị bavia, xỉ bám, cháy cạnh hoặc không đứt hoàn toàn.
Áp suất khí cần được thiết lập theo vật liệu, độ dày, loại khí, công suất laser, đường kính bép cắt và yêu cầu chất lượng mép cắt. Vì vậy, không nên dùng một mức áp suất cố định cho mọi vật liệu và mọi độ dày.
13.3. Khi nào chọn oxy, nitơ hoặc khí nén?
Nếu cắt thép carbon và chấp nhận mép cắt có lớp oxy hóa, oxy là lựa chọn thường gặp. Nếu cắt inox, nhôm hoặc cần mép cắt sáng, ít oxy hóa, nitơ thường phù hợp hơn.
Khí nén phù hợp khi doanh nghiệp muốn tối ưu chi phí và sản phẩm không yêu cầu mép cắt quá sáng như cắt bằng nitơ. Tuy nhiên, hệ thống khí nén phải đảm bảo sạch, khô và đủ áp suất để tránh ảnh hưởng đến chất lượng cắt.
14. Độ chính xác định vị trục X/Y là gì?
Độ chính xác định vị trục X/Y là mức sai lệch giữa vị trí được lập trình và vị trí thực tế mà đầu cắt di chuyển đến trên mặt phẳng làm việc. Thông số này phản ánh khả năng máy đi đúng tọa độ và ảnh hưởng trực tiếp đến kích thước chi tiết sau khi cắt.
14.1. Ý nghĩa của độ chính xác định vị
Nếu chương trình yêu cầu đầu cắt di chuyển đến tọa độ X = 1000mm và Y = 500mm, độ chính xác định vị cho biết vị trí thực tế của đầu cắt lệch bao nhiêu so với tọa độ đó. Mức sai lệch càng nhỏ, khả năng gia công đúng kích thước càng tốt.
Thông số này rất quan trọng với chi tiết lắp ghép, lỗ bắt vít, bản mã, vỏ tủ điện, chi tiết cơ khí chính xác và các sản phẩm cần dung sai chặt. Nếu độ chính xác định vị kém, chi tiết có thể bị lệch kích thước hoặc sai vị trí lỗ.
14.2. Cách đọc thông số độ chính xác định vị
Độ chính xác định vị thường được công bố dưới dạng ±mm hoặc ±mm/m tùy nhà sản xuất. Ví dụ, một số máy có thể công bố độ chính xác định vị ở mức ±0.05mm/m hoặc tương tự, nhưng con số này cần đọc theo đúng điều kiện thử nghiệm và catalogue từng model.
Không nên tự suy đoán độ chính xác của máy dựa vào công suất nguồn laser. Công suất ảnh hưởng đến khả năng cắt, còn độ chính xác định vị phụ thuộc vào thân máy, hệ truyền động, ray dẫn hướng, servo, bộ điều khiển và chất lượng lắp ráp.
15. Độ chính xác định vị lặp lại trục X/Y là gì?
Độ chính xác định vị lặp lại trục X/Y là khả năng máy quay lại cùng một vị trí nhiều lần với mức sai lệch thấp. Thông số này phản ánh độ ổn định của máy trong sản xuất lặp lại, đặc biệt quan trọng với gia công hàng loạt và chi tiết yêu cầu độ đồng đều cao.
15.1. Độ chính xác lặp lại khác gì độ chính xác định vị?
Độ chính xác định vị cho biết máy đi đến một tọa độ có đúng hay không. Độ chính xác định vị lặp lại cho biết máy có thể quay lại cùng tọa độ đó ổn định qua nhiều lần di chuyển hay không.
Ví dụ, nếu máy di chuyển đến cùng một vị trí 100 lần, độ chính xác lặp lại cho biết mức sai lệch giữa các lần di chuyển. Một máy có độ chính xác lặp lại tốt sẽ tạo ra chi tiết đồng đều hơn khi sản xuất nhiều sản phẩm giống nhau.
15.2. Vì sao độ chính xác lặp lại quan trọng?
Trong sản xuất hàng loạt, doanh nghiệp không chỉ cần một chi tiết đúng kích thước mà cần nhiều chi tiết giống nhau. Độ chính xác lặp lại giúp đánh giá khả năng duy trì sự đồng đều của sản phẩm qua nhiều ca vận hành.
Thông số này đặc biệt quan trọng với các sản phẩm có lỗ bắt vít, chi tiết lắp ghép, cụm cơ khí và sản phẩm cần đồng bộ giữa nhiều công đoạn như cắt, chấn, hàn và lắp ráp. Khi đọc catalogue, cần xem cả positioning accuracy và repeat positioning accuracy.
16. Ngoài các thông số chính, còn cần quan tâm thông số nào?
Ngoài 12 thông số chính, người mua cũng nên kiểm tra thêm hành trình trục X/Y/Z, tải trọng bàn máy, hệ truyền động, động cơ servo, ray dẫn hướng, thanh răng, công suất tiêu thụ toàn máy, điện áp yêu cầu, hệ thống làm mát, phần mềm nesting, kích thước máy, trọng lượng máy và yêu cầu mặt bằng lắp đặt.
16.1. Nhóm thông số về kết cấu và truyền động
Các thông số như thân máy, dầm ngang, ray dẫn hướng, thanh răng, bánh răng, servo và hộp giảm tốc ảnh hưởng đến độ cứng vững, độ ổn định và khả năng vận hành lâu dài. Những thông số này không trực tiếp nói máy cắt được dày bao nhiêu, nhưng ảnh hưởng đến độ chính xác và tuổi thọ máy.
Tải trọng bàn máy cũng là thông số cần xem nếu doanh nghiệp thường cắt tấm dày hoặc tấm khổ lớn. Nếu tải trọng bàn không phù hợp, quá trình nạp phôi và vận hành có thể gặp rủi ro.
16.2. Nhóm thông số về vận hành và lắp đặt
Công suất tiêu thụ toàn máy, điện áp yêu cầu, khí cắt, chiller, hút khói và yêu cầu mặt bằng là các thông số cần kiểm tra trước khi lắp máy. Máy cắt CNC laser công suất càng cao thì yêu cầu về hạ tầng điện, khí, làm mát và không gian vận hành càng lớn.
Nếu không kiểm tra trước hạ tầng, doanh nghiệp có thể phát sinh thêm chi phí sau khi mua máy. Vì vậy, trước khi ký hợp đồng nên yêu cầu nhà cung cấp khảo sát mặt bằng, kiểm tra điện, khí, vị trí đặt máy và lối vận chuyển thiết bị.
17. Bảng thông số kỹ thuật mẫu của máy cắt CNC laser
Bảng thông số kỹ thuật mẫu giúp người mua hình dung cách đọc cấu hình máy cắt CNC laser theo từng nhóm chỉ số. Các thông số dưới đây chỉ mang tính tham khảo, mỗi model và mỗi thương hiệu sẽ có cấu hình khác nhau.
Hạng mục | Thông số tham khảo |
|---|---|
| Loại máy | Máy cắt CNC laser fiber |
| Công suất nguồn laser | 1500W, 3000W, 6000W, 12000W hoặc cao hơn |
| Vật liệu cắt | Thép carbon, inox, nhôm, đồng, đồng thau |
| Độ dày cắt | Phụ thuộc công suất, vật liệu, khí cắt và đầu cắt |
| Khổ cắt hữu dụng | 1500 x 3000mm, 2000 x 4000mm, 2500 x 6000mm |
| Tốc độ cắt | Phụ thuộc vật liệu, độ dày, công suất và khí cắt |
| Tốc độ không tải | Theo catalogue từng model |
| Gia tốc máy | Theo catalogue từng model |
| Nguồn laser | IPG, Raycus, Max, nLIGHT hoặc thương hiệu tương đương |
| Đầu cắt laser | Manual focus hoặc auto focus tùy cấu hình |
| Hệ điều khiển CNC | Hệ điều khiển chuyên dụng cho cắt laser fiber |
| Khí cắt | Oxy, nitơ, khí nén |
| Áp suất khí cắt | Theo vật liệu, độ dày, bép cắt và thông số công nghệ |
| Độ chính xác định vị X/Y | Theo catalogue từng model |
| Độ chính xác định vị lặp lại X/Y | Theo catalogue từng model |
18. Cách đọc thông số kỹ thuật để chọn máy cắt CNC laser phù hợp
Để chọn đúng máy cắt CNC laser, doanh nghiệp nên đọc thông số theo nhu cầu sản xuất thực tế, gồm vật liệu chính, độ dày cắt thường xuyên, kích thước tấm, sản lượng, yêu cầu mép cắt, khí cắt và chi phí vận hành. Không nên chọn máy chỉ dựa trên công suất hoặc giá bán.
18.1. Nếu chủ yếu cắt inox mỏng
Nếu chủ yếu cắt inox mỏng, doanh nghiệp nên ưu tiên chất lượng mép cắt, độ chính xác, khí nitơ hoặc khí nén sạch và phần mềm nesting. Công suất quá cao chưa chắc cần thiết nếu độ dày cắt nhỏ và sản lượng không quá lớn.
Với inox, yêu cầu bề mặt sau cắt thường cao hơn thép carbon. Vì vậy, cần kiểm tra mẫu cắt thực tế, độ bavia, màu mép cắt và khả năng hạn chế oxy hóa trước khi chọn máy.
18.2. Nếu chủ yếu cắt thép carbon
Nếu chủ yếu cắt thép carbon, cần chọn công suất theo độ dày vật liệu thường xuyên. Với thép carbon dày, oxy thường được dùng để hỗ trợ quá trình cắt, nhưng mép cắt có thể xuất hiện lớp oxy hóa.
Doanh nghiệp không nên chọn máy chỉ vừa đủ chạm ngưỡng độ dày tối đa. Nếu thường xuyên cắt một độ dày cụ thể mỗi ngày, nên chọn cấu hình có khả năng cắt ổn định ở độ dày đó để tránh giảm tốc độ, tăng lỗi và tăng chi phí vận hành.
18.3. Nếu sản xuất hàng loạt
Nếu sản xuất hàng loạt, cần quan tâm nhiều hơn đến tốc độ cắt, tốc độ không tải, gia tốc, bàn trao đổi, nesting và độ chính xác lặp lại. Một máy có quy trình nạp phôi, lấy phôi và tối ưu đường cắt tốt sẽ tạo ra năng suất thực tế cao hơn.
Với sản xuất hàng loạt, chi phí trên mỗi chi tiết quan trọng hơn giá mua ban đầu. Vì vậy, cần tính thêm chi phí khí cắt, điện năng, vật tư tiêu hao, bảo trì, nhân công và thời gian dừng máy.
19. Những lỗi thường gặp khi đọc thông số kỹ thuật của máy cắt CNC laser
Các lỗi thường gặp khi đọc thông số kỹ thuật của máy cắt CNC laser gồm chỉ nhìn công suất nguồn laser, nhầm độ dày cắt tối đa với độ dày cắt ổn định, không phân biệt tốc độ cắt với tốc độ không tải, bỏ qua khí cắt và không kiểm tra độ chính xác trục X/Y.
19.1. Chỉ so sánh công suất nguồn laser
- Hai máy cùng công suất nguồn laser chưa chắc có năng lực sản xuất giống nhau. Sự khác biệt có thể nằm ở nguồn laser, đầu cắt, bàn máy, hệ truyền động, hệ điều khiển, chiller, khí cắt và chất lượng lắp ráp.
- Công suất nguồn laser là thông số quan trọng, nhưng chỉ là một phần trong cấu hình tổng thể. Khi so sánh máy, cần xem cả độ dày cắt ổn định, tốc độ cắt, chất lượng mép cắt và dịch vụ kỹ thuật.
19.2. Nhầm tốc độ không tải với tốc độ cắt
- Tốc độ không tải là tốc độ di chuyển khi máy không cắt, còn tốc độ cắt là tốc độ gia công thực tế trên vật liệu. Nếu lấy tốc độ không tải để đánh giá tốc độ cắt, người mua sẽ hiểu sai năng suất thực tế của máy.
- Cách đánh giá đúng là xem tốc độ cắt theo từng vật liệu và độ dày, sau đó xem thêm tốc độ không tải và gia tốc để hiểu khả năng xử lý tổng thể.
19.3. Không kiểm tra khí cắt và áp suất khí
- Khí cắt và áp suất khí ảnh hưởng trực tiếp đến chất lượng mép cắt, bavia, tốc độ và chi phí vận hành. Nếu chỉ xem máy mà không kiểm tra hệ thống khí, doanh nghiệp có thể gặp lỗi cắt không ổn định khi đưa vào sản xuất.
- Trước khi mua máy, nên hỏi rõ máy dùng oxy, nitơ hay khí nén cho từng vật liệu. Đồng thời cần kiểm tra áp suất yêu cầu, độ sạch khí, độ khô khí và chi phí cung cấp khí trong vận hành thực tế.
Thông số kỹ thuật của máy cắt CNC laser cần được đọc theo cả hệ thống, không nên chỉ nhìn vào công suất nguồn laser. Một cấu hình phù hợp phải đáp ứng đúng vật liệu, độ dày, khổ cắt hữu dụng, tốc độ cắt, tốc độ không tải, gia tốc, nguồn laser, đầu cắt, hệ điều khiển CNC, khí cắt và độ chính xác trục X/Y.
Trước khi đầu tư, doanh nghiệp nên yêu cầu catalogue chi tiết, bảng thông số cắt theo từng vật liệu, mẫu cắt thử thực tế và tư vấn hạ tầng lắp đặt. Cách làm này giúp chọn đúng máy, hạn chế lãng phí đầu tư và đảm bảo máy cắt CNC laser vận hành ổn định trong sản xuất lâu dài.
20. Một số câu hỏi thường gặp
20.1. Thông số kỹ thuật quan trọng nhất của máy cắt CNC laser là gì?
Các thông số quan trọng nhất gồm công suất nguồn laser, độ dày cắt, vật liệu cắt được, khổ cắt hữu dụng, tốc độ cắt, đầu cắt laser, hệ điều khiển CNC, khí cắt, độ chính xác định vị và độ chính xác định vị lặp lại trục X/Y.
20.2. Công suất nguồn laser có phải công suất tiêu thụ toàn máy không?
Không. Công suất nguồn laser là công suất đầu ra của bộ phát laser, còn công suất tiêu thụ toàn máy gồm nguồn laser, chiller, servo, hút bụi, máy nén khí và các thiết bị phụ trợ khác.
20.3. Độ dày cắt tối đa có phải độ dày cắt ổn định không?
Không. Độ dày cắt tối đa là giới hạn máy có thể đạt trong điều kiện tối ưu, còn độ dày cắt ổn định là mức máy có thể cắt thường xuyên với chất lượng phù hợp sản xuất.
20.4. Khổ cắt hữu dụng 1500 x 3000mm nghĩa là gì?
Khổ cắt hữu dụng 1500 x 3000mm nghĩa là vùng cắt thực tế của máy có kích thước khoảng 1500mm chiều rộng và 3000mm chiều dài. Đây là khổ phổ biến trong gia công kim loại tấm.
20.5. Tốc độ không tải có phải tốc độ cắt không?
Không. Tốc độ không tải là tốc độ di chuyển khi máy không cắt, còn tốc độ cắt là tốc độ đầu cắt di chuyển khi đang gia công vật liệu. Hai thông số này liên quan đến năng suất nhưng không giống nhau.
20.6. Gia tốc máy ảnh hưởng gì đến năng suất?
Gia tốc máy ảnh hưởng đến khả năng tăng giảm tốc khi đầu cắt đổi hướng, cắt chi tiết nhỏ hoặc di chuyển giữa nhiều biên dạng. Gia tốc tốt giúp rút ngắn thời gian xử lý trong các sản phẩm có nhiều lỗ và nhiều đường cắt ngắn.
20.7. Máy cắt CNC laser dùng khí gì?
Máy cắt CNC laser thường dùng oxy, nitơ hoặc khí nén. Oxy thường dùng cho thép carbon, nitơ thường dùng cho inox và nhôm khi cần mép cắt sáng, còn khí nén được dùng khi muốn tối ưu chi phí trong một số ứng dụng.
20.8. Độ chính xác định vị và độ chính xác lặp lại khác nhau thế nào?
Độ chính xác định vị cho biết máy đi đến tọa độ lập trình có đúng hay không. Độ chính xác định vị lặp lại cho biết máy có thể quay lại cùng một vị trí ổn định qua nhiều lần di chuyển hay không.
Việc lựa chọn máy dựa trên thông số kỹ thuật máy cắt CNC laser giúp doanh nghiệp tăng năng suất, tiết kiệm chi phí vận hành và hạn chế rủi ro đầu tư sai cấu hình.
Nếu doanh nghiệp cần tư vấn chi tiết về máy cắt CNC laser, lựa chọn công suất phù hợp hoặc xây dựng cấu hình theo vật liệu sản xuất thực tế, có thể liên hệ Weldcom để được hỗ trợ khảo sát nhu cầu, tư vấn giải pháp và đề xuất thiết bị phù hợp với từng bài toán gia công.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn
Tin Tức Liên Quan
Khi nào nên đầu tư Robot hàn kết cấu thép?
Robot hàn kết cấu thép đang trở thành một giải pháp quan trọng trong quá trình tự động hóa nhà máy kết cấu thép. Khi áp lực về năng suất, tiến độ và chất lượng ngày càng lớn, bài toán của doanh nghiệp ...
[Hà Nội] Tuyển dụng Kỹ sư An toàn
Weldcom cần tuyển dụng 2 Kỹ sư An toàn, thông tin chi tiết như sau: ✓ Địa điểm làm việc: Ngô Gia Tự, Việt Hưng, Hà Nội Hình thức: Nhân viên chính thức Bằng cấp: Đại học Kinh nghiệm: 2 - 3 năm Giới ...
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp "Tin Tức Liên Quan")
[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp
Weldcom cần tuyển dụng 1 Chuyên viên hành chính tổng hợp, thông tin chi tiết như sau: ✓ Địa điểm làm việc: Ngô Gia Tự, Việt Hưng, Hà Nội Hình thức: Nhân viên chính thức Bằng cấp: Đại học Kinh nghiệm: ...