Tin Tức Mới

Khi nào nên đầu tư Robot hàn kết cấu thép?
![[Hà Nội] Tuyển dụng Chuyên viên mua hàng nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-mua-hang-quoc-te.png.webp)
![[Hưng Yên] Tuyển dụng Thủ kho nhà máy](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-thu-kho.png.webp)
[Hưng Yên] Tuyển dụng Thủ kho nhà máy
![[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-nhan-vien-xuat-nhap-khau.png.webp)
[Hà Nội] Tuyển dụng Nhân viên xuất nhập khẩu
![[Hà Nội] Tuyển dụng Chuyên viên hành chính tổng hợp](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-chuyen-vien-hanh-chinh.jpg.webp)
![[Hà Nội] Tuyển dụng Kỹ sư An toàn](https://storage.sudospaces.com/sudo-weldcom/uploads/2026/06/tuyen-dung-ky-su-an-toan.png.webp)
[Hà Nội] Tuyển dụng Kỹ sư An toàn

THÔNG BÁO BẢO TRÌ TỔNG ĐÀI 1900 9410


OBARA
Các loại khuyết tật mối hàn và cách phòng tránh hiệu quả
- Trang chủ
- Tin nội bộ
- Các loại khuyết tật mối hàn và cách phòng tránh hiệu quả
Khuyết tật mối hàn có thể phát sinh từ nhiều nguyên nhân khác nhau, liên quan trực tiếp đến vật liệu hàn, chế độ hàn và quy trình công nghệ áp dụng. Sự tồn tại của các khuyết tật này ảnh hưởng nghiêm trọng đến độ bền, khả năng chịu lực và độ an toàn của mối hàn trong quá trình sử dụng. Vì vậy, người thợ hàn cần lựa chọn quy phạm hàn phù hợp và tuân thủ nghiêm ngặt quy trình kỹ thuật nhằm hạn chế tối đa sai lỗi.
Trong thực tế, mối hàn có thể gặp nhiều dạng khuyết tật khác nhau, dưới đây là các khuyết tật mối hàn thường gặp và cách phòng tránh trong sản xuất cơ khí.
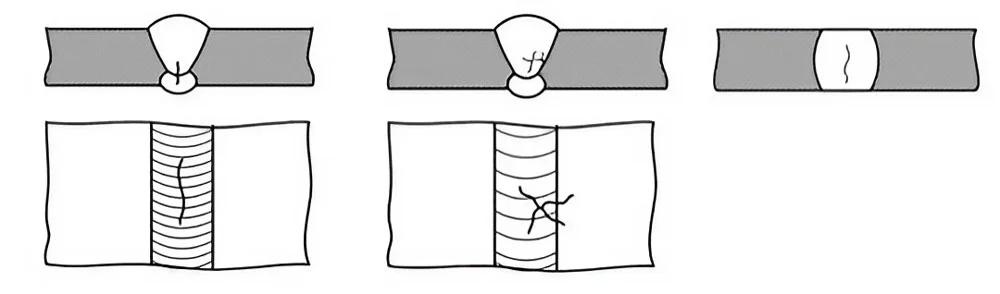
1. Nứt mối hàn
Nứt là một trong những khuyết tật nghiêm trọng nhất của liên kết hàn. Trong quá trình sử dụng cấu kiện hàn, nếu mối hàn có vết nứt thì vết nứt đó sẽ rộng dần ra làm cho kết cấu bị hỏng.
1.1. Theo nhiệt độ vết nứt xuất hiện
Dựa vào nhiệt độ tại thời điểm vết nứt hình thành, nứt mối hàn được chia thành hai loại:
- Nứt nóng: Xuất hiện trong quá trình kết tinh của kim loại hàn khi nhiệt độ còn cao (trên 1000°C). Loại nứt này thường phát sinh ngay trong hoặc ngay sau quá trình hàn.
- Nứt nguội: Xuất hiện sau khi quá trình hàn đã kết thúc, tại nhiệt độ dưới 1000°C. Nứt nguội có thể hình thành sau vài giờ hoặc thậm chí vài ngày kể từ khi hàn xong, gây khó khăn trong việc phát hiện sớm.
1.2. Theo kích thước vết nứt có thể
Theo kích thước và mức độ ảnh hưởng, vết nứt được chia thành:
- Nứt thô đại: Có kích thước lớn, dễ nhận biết và có thể gây phá hủy kết cấu ngay khi làm việc.
- Nứt tế vi: Là các vết nứt rất nhỏ, khó phát hiện. Tuy nhiên, theo thời gian và dưới tác dụng của tải trọng, các vết nứt tế vi có thể phát triển thành nứt thô đại.
1.3. Cách kiểm tra phát hiện vết nứt
- Các vết nứt thô đại có thể phát hiện bằng mắt thường hoặc qua kính lúp.
- Các vết nứt tế vi và nằm bên trong mối hàn chỉ có thể dùng các phương pháp kiểm tra như siêu âm mối hàn, từ tính, chụp X quang... để phát hiện chúng.
1.4. Một số phương pháp hạn chế sự phát sinh vết nứt trong mối hàn.
| Dạng vết nứt | Phương pháp kiểm tra | Nguyên nhân | Giải pháp phòng tránh |
| Nứt dọc | 1. Bằng mắt thường2. Dùng bột từ3. Dùng chất chỉ thị màu4. Chụp X quang5. Siêu âm | 1. Sử dụng vật liệu hàn chưa đúng.2. Tồn tại ứng suất dư lớn trong liên kết hàn.3. Tốc độ nguội cao4. Liên kết hàn không hợp lý.5. Bố trí các mối hàn chưa hợp lý | 1. Sử dụng vật liệu hàn phù hợp.2. Giải phóng các lực kẹp chặt cho liên kết hàn khi hàn. Tăng khả năng điền đầy của vật liệu hàn.3. Gia nhiệt trước cho vật hàn, giữ nhiệt cho liên kết hàn để giảm tốc độ nguội.4. Sử dụng liên kết hàn hợp lý, vát mép giảm khe hở giữa các vật hàn ...5. Bố trí so le các mối hàn. |
| Nứt ở vùng gây và kết thúc hồ quang | 1. Bằng mắt thường2. Dùng bột từ3. Dùng chất chỉ thị màu4. Chụp X quang5. Siêu âm | 1. Vị trí kết thúc hồ quang bị lõm, tồn tại nhiều tạp chất.2. Hồ quang không được bảo vệ tốt. | 1. Sử dụng thiết bị hàn phù hợp, có chế độ riêng cho lúc gá và kết thúc hồ quang.2. Sử dụng các bản nối công nghệ ở vị trí bắt đầu và kết thúc hồ quang, để các vết nứt này nằm ngoài liên kết hàn. |
| Nứt ngang | 1. Bằng mắt thường2. Dùng bột từ3. Dùng chất chỉ thị màu4. Chụp X quang5. Siêu âm | 1.Sử dụng vật liệu hàn chưa đúng.2. Tốc độ nguội cao.3. Mối hàn quá nhỏ so với liên kết. | 1. Sử dụng vật liệu hàn phù hợp.2. Tăng dòng điện và kích thước điện cực hàn.3. Gia nhiệt trước khi hàn. |
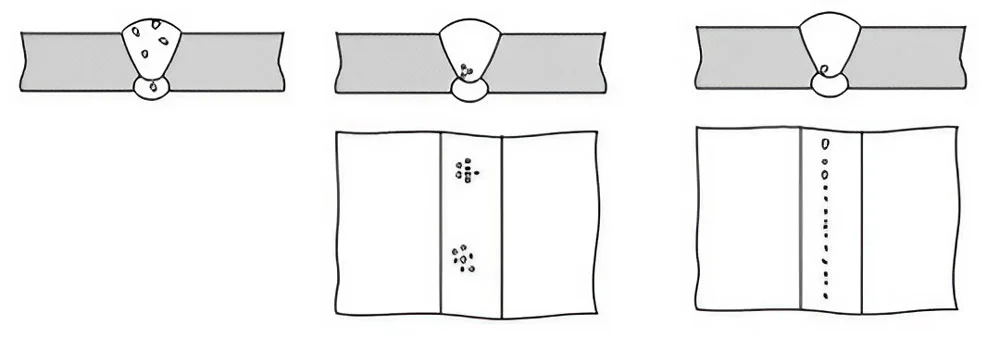
2. Rỗ khí mối hàn
Rỗ khí là khuyết tật mối hàn hình thành do khí trong kim loại không kịp thoát ra ngoài trước khi kim loại đông đặc. Các bọt khí này bị giữ lại trong kim loại hàn, tạo thành các lỗ rỗng làm suy giảm độ bền và độ kín của mối hàn.
Rỗ khí có thể xuất hiện bên trong hoặc trên bề mặt mối hàn, đồng thời thường tập trung tại ranh giới giữa kim loại cơ bản và kim loại đắp, gây ảnh hưởng trực tiếp đến khả năng chịu lực của liên kết hàn.
2.1. Nguyên nhân gây rỗ khí mối hàn
Hiện tượng rỗ khí mối hàn thường xuất phát từ các nguyên nhân sau:
- Hàm lượng cacbon trong kim loại cơ bản hoặc trong vật liệu hàn quá cao.
- Vật liệu hàn bị ẩm, bề mặt chi tiết hàn bị bẩn, dính sơn, dầu mỡ, gỉ, hơi nước ...
- Chiều dài cột hồ quang lớn, tốc độ hàn quá cao.
2.2. Biện pháp phòng tránh hiện tượng rỗ khí
- Dùng vật liệu hàn có hàm lượng cacbon thấp.
- Làm sạch và sấy khô vật liệu hàn trước khi hàn.
- Giữ chiều dài cột hồ quang ngắn, giảm tốc độ hàn.
- Nếu sử dụng khí bảo vệ mối hàn, phải đảm bảo hệ thống cấp khí sạch và hoạt động tốt, lưu lượng khí là phù hợp.
- Nếu hàn tự động dưới lớp thuốc bảo vệ, thuốc hàn phải đảm bảo không bị ẩm, cấp thuốc đầy đủ trong quá trình hàn.
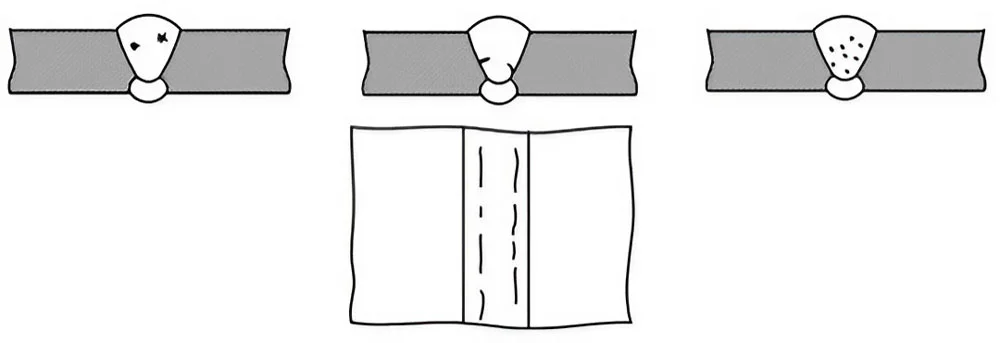
3. Lẫn xỉ (kẹt xỉ) mối hàn
Lẫn xỉ (hay kẹt xỉ) là một dạng khuyết tật mối hàn phổ biến, xảy ra khi xỉ hàn hoặc các tạp chất khác không được loại bỏ hoàn toàn và bị giữ lại trong kim loại hàn. Xỉ có thể tồn tại bên trong mối hàn, trên bề mặt mối hàn, tại ranh giới giữa kim loại mối hàn và kim loại cơ bản, hoặc giữa các lớp hàn trong quá trình hàn nhiều lượt.
Hiện tượng lẫn xỉ làm giảm độ bền, độ dai va đập và tính dẻo của kim loại mối hàn, đồng thời làm suy giảm khả năng làm việc của kết cấu khi chịu tải trọng động, đặc biệt nguy hiểm đối với các kết cấu chịu rung động và tải thay đổi.
3.1. Nguyên nhân gây lẫn xỉ và kẹt xỉ
- Dòng điện hàn quá nhỏ, không đủ nhiệt lượng để cung cấp cho kim loại nóng chảy và xỉ khó thoát lên khỏi vũng hàn.
- Mép hàn chưa được làm sạch hoặc khi hàn đính hay hàn nhiều lớp chưa gõ sạch xỉ.
- Góc độ hàn chưa hợp lý và tốc độ hàn quá lớn.
- Làm nguội mối hàn quá nhanh
3.2. Biện pháp phòng tránh lẫn xỉ và kẹt xỉ
- Tăng dòng điện hàn cho thích hợp. Hàn bằng hồ quang ngắn và tăng thời gian dừng lại của hồ quang.
- Làm sạch vật hàn trước khi hàn, gõ sạch xỉ ở mối hàn đính các lợp hàn.
- Thay đổi góc độ và phương pháp đưa điện cực hàn cho hợp lý, giảm tốc độ hàn.
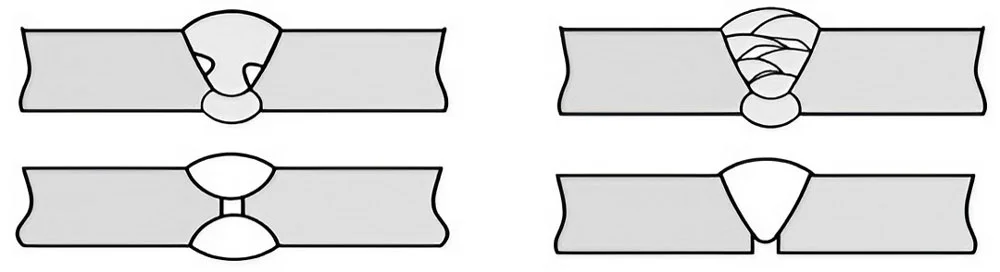
4. Khuyết tật hàn không ngấu
Hàn không ngấu là một trong những khuyết tật mối hàn nghiêm trọng trong liên kết hàn. Khi mối hàn không ngấu, kim loại hàn không liên kết hoàn toàn với kim loại cơ bản hoặc giữa các lớp hàn, làm giảm đáng kể khả năng chịu lực của mối hàn. Trong quá trình làm việc, khuyết tật này có thể gây nứt mối hàn và phá hủy kết cấu hàn.
Hiện tượng hàn không ngấu thường xuất hiện tại góc mối hàn, mép hàn hoặc giữa các lớp hàn khi hàn nhiều lượt.
4.1. Nguyên nhân gây khuyết tật hàn không ngấu
Khuyết tật hàn không ngấu thường xuất phát từ các nguyên nhân sau:
- Mép hàn chuẩn bị chưa hợp lý, góc vát quá nhỏ
- Dòng điện hàn quá nhỏ hoặc tốc độ hàn quá nhanh, không đảm bảo đủ nhiệt lượng
- Góc độ điện cực hàn và cách đưa điện cực không hợp lý
- Chiều dài cột hồ quang không phù hợp
- Điện cực hàn chuyển động không đúng theo trục mối hàn
4.2. Biện pháp phòng tránh khuyết tật hàn không ngấu
Để hạn chế và phòng tránh hiện tượng hàn không ngấu, cần thực hiện các biện pháp sau:
- Làm sạch liên kết hàn trước khi hàn, đồng thời tăng góc vát và khe hở hàn phù hợp
- Tăng dòng điện hàn, kết hợp giảm tốc độ hàn để đảm bảo đủ nhiệt lượng cho kim loại nóng chảy và ngấu đều
5. Lẹm chân mối hàn
Lẹm chân mối hàn là hiện tượng phần kim loại cơ bản bị lẹm thành rãnh dọc theo ranh giới giữa kim loại cơ bản và kim loại đắp. Khuyết tật mối hàn này thường xuất hiện ở mép mối hàn, đặc biệt trong hàn góc hoặc khi hàn với dòng điện lớn.
Lẹm chân làm giảm tiết diện làm việc của liên kết hàn, tạo sự tập trung ứng suất cao, từ đó có thể gây nứt và dẫn đến phá hủy kết cấu trong quá trình sử dụng, nhất là với các kết cấu chịu tải trọng động.
5.1. Nguyên nhân gây lẹm chân mối hàn
- Dòng điện hàn quá lớn.
- Chiều dài, cột hồ quang lớn.
- Góc độ que hàn và cách đưa que hàn chưa hợp lý.
- Sử dụng chưa đúng kích thước điện cực hàn (quá lớn).
5.2. Biện pháp phòng tránh lẹm chân
- Điều chỉnh dòng điện hàn phù hợp với vật liệu và chiều dày liên kết
- Giữ chiều dài cột hồ quang ngắn và ổn định
- Điều chỉnh góc nghiêng que hàn hợp lý, đưa que đều theo mép mối hàn
- Lựa chọn điện cực hàn có kích thước phù hợp
- Giảm tốc độ hàn khi cần thiết để kim loại hàn điền đầy mép liên kết
6. Chảy loang mối hàn
Chảy loang là hiện tượng kim loại hàn ở trạng thái lỏng chảy lan ra ngoài vùng liên kết, không tập trung đúng vào rãnh hoặc vùng cần hàn.
Khuyết tật này gây tập trung ứng suất cục bộ, làm sai lệch hình dạng liên kết hàn, ảnh hưởng đến chất lượng, độ bền và tính thẩm mỹ của mối hàn.
6.1. Nguyên nhân gây chảy loang mối hàn
- Góc nghiêng que hàn không hợp lý
- Dòng điện hàn que quá cao
- Tư thế hàn và cách đặt vật hàn không phù hợp
6.2. Biện pháp phòng tránh chảy loang
- Điều chỉnh góc nghiêng que hàn đúng kỹ thuật, tránh nghiêng quá nhiều về một phía
- Giảm dòng điện hàn về mức phù hợp với tư thế và chiều dày vật hàn
- Bố trí tư thế hàn hợp lý, đặt vật hàn sao cho kim loại lỏng dễ tập trung vào vùng liên kết
- Điều chỉnh tốc độ hàn phù hợp, tránh di chuyển quá chậm gây chảy tràn kim loại
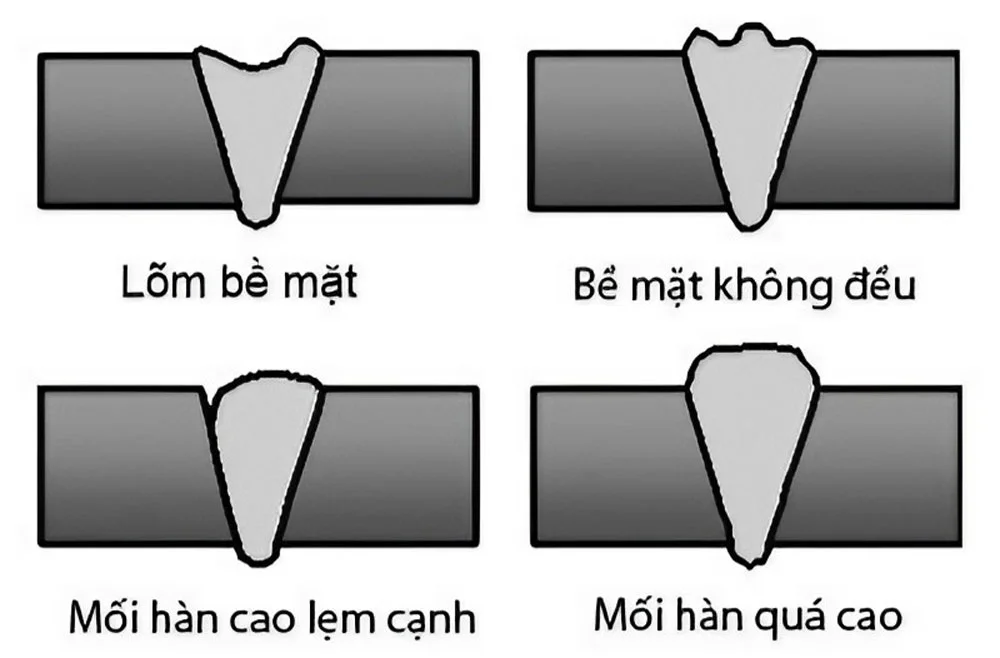
7. Khuyết tật về hình dáng liên kết hàn
Khuyết tật về hình dáng liên kết hàn là nhóm khuyết tật liên quan đến sai lệch hình dạng bên ngoài của mối hàn, khiến liên kết hàn không đáp ứng yêu cầu kỹ thuật và thiết kế. Dù không phải lúc nào cũng làm mất khả năng chịu lực ngay lập tức, nhưng các sai lệch hình dáng có thể ảnh hưởng đến độ bền, tính thẩm mỹ và khả năng làm việc lâu dài của kết cấu.
7.1. Nguyên nhân gây khuyết tật về hình dáng liên kết hàn
Các sai lệch hình dáng mối hàn thường xuất phát từ những nguyên nhân sau:
- Gắp lắp và chuẩn bị mép hàn chưa hợp lý
- Chế độ hàn không ổn định
- Vật liệu hàn không đảm bảo chất lượng
- Trình độ công nhân quá thấp v.v...
7.2. Một số khuyết tật hình dáng liên kết hàn thường gặp
Ngoài các khuyết tật đã nêu ở các mục trước, trong thực tế còn gặp một số dạng khuyết tật khác liên quan đến hình dáng mối hàn, bao gồm:
- Quá nhiệt: Khuyết tật này xuất hiện do việc chọn chế độ hàn không hợp lý làm cho kim loại đắp và cùng ảnh hưởng nhiệt có cấu tạo hạt rất thô, cơ tính của liên kết hàn bị giảm.
- Bắn tóe: Khuyết tật này là hiện tượng bắn tóe kim loại lên vật liệu hàn, do vật liệu hàn không đảm bảo chất lượng, thiếu khí bảo vệ hoặc sử dụng không đúng loại khí. Gây mất thẩm mỹ liên kết hàn, tốn công sức làm sạch v.v...
8. Phương pháp xử lý khuyết tật hàn
Sau khi phát hiện các khuyết tật mối hàn, tùy theo mức độ ảnh hưởng và yêu cầu kỹ thuật của kết cấu, cần áp dụng các biện pháp xử lý phù hợp. Về nguyên tắc chung, khuyết tật hàn không được phép tồn tại trong các liên kết quan trọng, đặc biệt là các kết cấu chịu tải trọng lớn hoặc tải trọng động.
Trong trường hợp điều kiện công nghệ cho phép, việc xử lý khuyết tật hàn thường được thực hiện theo các bước sau:
- Đục bỏ phần kim loại có khuyết tật.
- Hàn sửa chữa và kiểm tra lại.
- Riêng đối với vết nứt cần phải khoan chặn 2 đầu vết nứt để hạn chế sự phát triển của vết nứt, loại bỏ triệt để và hàn sửa chữa lại.
- Khắc phục khuyết tật quá nhiệt bằng phương pháp nhiệt luyện để khôi phục lại kích thước hạt của kim loại mối hàn và vùng ảnh hưởng nhiệt.
Khuyết tật mối hàn là vấn đề không thể xem nhẹ trong quá trình gia công và chế tạo kết cấu hàn. Việc nhận biết đúng các dạng khuyết tật mối hàn, hiểu rõ nguyên nhân hình thành và áp dụng biện pháp kiểm tra, xử lý phù hợp sẽ giúp nâng cao chất lượng liên kết, đảm bảo độ bền và an toàn trong quá trình sử dụng. Để hạn chế tối đa các khuyết tật mối hàn như: mối hàn không ngấu, mối hàn bị nứt, mối hàn bị cong vênh nứt,... người thợ cần tuân thủ nghiêm ngặt quy trình công nghệ, lựa chọn chế độ hàn hợp lý và thực hiện kiểm soát chất lượng ngay từ đầu quá trình sản xuất.
Công ty Cổ phần Công Nghiệp Weldcom
- Địa chỉ: 285 Ngô Gia Tự, Phường Việt Hưng, Hà Nội
- Hotline: 1900 9410
- Website: weldcom.vn
- Email: sales@weldcom.vn
Tin Tức Liên Quan

Thế nào là 1F, 2F, 3F, 4F, 1G, 2G, 3G, 4G, 5G, 6G
Weldcom - Các vị trí hàn trong hầu hết các trường hợp được chia ra thành hàn kết cấu và hàn ống. Các vị trí kết cấu là cho hàn tấm, các vị trí hàn ống cũng được áp dụng với hàn ống với tấm hoặc hàn ...

Các định nghĩa về thuật ngữ hàn cơ bản
Bạn đã từng thắc mắc hàn FCAW là gì , hàn SMAW là gì , hàn GTAW là gì hay hàn GMAW là gì ? SAW là viết tắt của từ nào trong ngành hàn? Hãy cùng tham khảo những diễn giải về thuật ngữ hàn cơ bản dưới ...

Gia công CNC là gì? Những kiến thức cơ bản của CNC
CNC là gì là câu hỏi được nhiều người quan tâm khi tìm hiểu về gia công cơ khí chính xác và sản xuất công nghiệp hiện đại. Cùng theo dõi bài viết sau để có đáp án chính xác, đồng thời nắm được cái ...
Nhận biết máy hàn giả và máy hàn Jasic chính hãng
Từ khi xuất hiện trên thị trường Việt Nam năm 2011, thương hiệu Jasic ngày càng được khách hàng ưa chuộng, tin tưởng bởi chất lượng máy hàn cao, dòng hàn ổn định, và thời gian sử dụng bền. Tuy nhiên, ...

THỊ TRƯỜNG HÀN LASER TẠI VIỆT NAM VÀ CƠ HỘI RỘNG MỞ CHO NHÀ CUNG ỨNG
Hội nhập cùng xu hướng dịch chuyển công nghệ trên thế giới, máy hàn laser đang tạo nên điểm nhấn trong cộng đồng yêu cơ khí và trở thành ứng cử viên hoàn hảo trong gia công kim loại tấm mỏng đến siêu ...
Kỹ thuật hàn nhôm và các điểm cần lưu ý
Weldcom - Tính dẫn nhiệt cao và điểm nóng chảy thấp của hợp kim nhôm có thể dẫn tới hiện tượng “cháy thấu” (burnthrough) vật liệu nếu thợ hàn không thực hiện đúng quy trình. Để khắc phục những vấn đề ...